

2026年5月
一般財団法人 機械システム振興協会
当協会では、2025年10月に「燕地域中小金属加工企業のデジタル化」フォーラム(委員長:片岡 晃 デジタル・クロッシング・ラボ 代表)を立ち上げ、燕地域における中小金属加工企業のデジタル化の現状、デジタル化の活用方策と課題について、5回にわたり参加委員及び有識者を交えて議論し、2026年5月に活動報告書をとりまとめました。
以下、活動報告書の全文を掲載いたします。
(注)なお、本コンテンツの著作権は、機械システム振興協会に帰属しますので、無断での転載、再配布等はお控えいただくようお願いいたします。
目次
第1章 はじめに
第2章 燕地域の現状と課題
2.1 データから見る燕市製造業の現状
2.2 事業転換の歴史とこれからの課題
2.3 燕市DX推進ラボ ~バックオフィス業務のDX支援事例~
2.4 燕市内企業デジタル技術導入アンケート
2.5 地域の取引をデジタル化するクラウドEDI《SFTC》
第3章 AI時代におけるデジタル化の進め方
3.1 デジタルツール導入のステップ
3.2 暗黙知のデータ化
3.3 データの重要性と整理
3.4 AIの分類とセキュリティ
第4章 デジタル技術導入の実践例(課題~提言~実施報告)
4.1 情報共有の仕組み作り【情報管理の加速】スワオメッキ(有)
4.2 データ活用による品質管理【メッキ液のデータ管理~AI導入】スワオメッキ(有)
4.3 情報の体系化【修理に関する情報を体系化したい】(株)エステーリンク
4.4 体系化された情報の活用【問い合わせに対応するチャット先生】(株)エステーリンク
4.5 技術ノウハウの汎知化【バリ取り機の加工条件出しの自動化】(株)エステーリンク
4.6 デジタルへの親近感醸成【目指す姿のイメージ共有】(株)阿部工業
第5章 燕市内企業のデジタル技術事例紹介
5.1 生産工程の完全デジタル化:(株)阿部工業
5.2 品質の数値化によるDX(残留油分測定):(有)本間産業
5.3 金属研磨ロボットの運用からAIによる外観検査まで:(有)RK
第6章 燕地域でのデジタル化推進戦略
6.1 データを競争力として活用した新たな「稼ぐ力」
6.2 DX認定制度の活用
6.3 AI時代にデジタル化を担う人材とは
6.4 伴走支援の有効性と制度紹介
6.5 大学生インターンシップの活用【つばめ産学協創スクエア】
6.6 複業人材の活用と地域での教育プログラム【地域の人事部@燕】
6.7 地域内連携のさらなる強化と課題
6.8 燕地域のデジタル化アクションプラン
6.9 支援制度の紹介
第7章 おわりに
第1章 はじめに
機械システム振興協会では、2022年度の新潟県燕市における金属加工業を対象に取り上げて以来、毎年度、中小企業が集積する「産地」と呼ばれる地域におけるデジタル化を議論してきた。
そして、2025年度は、新潟県燕地域の金属加工業を再度取り上げ、議論することとした。その理由は、次のとおりである。
まず、第1に、2022年度から3年が経過し、その間の急速な技術進歩は、デジタル化に取り組む際のハードルを大きく低下させていると考えたからである。
クラウド、IoT、生成AI等の普及進展に加え、最近では変化する環境に対応し、最小限の人間の介在の中で独自に判断するAIエージェント(又はエージェント型AI )やこれとロボット等を組み合わせたフィジカルAIも登場してきている。プログラミングの知識に詳しくなくても業務アプリが作成できるローコード/ノーコード開発の出現は、IT人材不足を理由にデジタル化に取り組まないで済む言い訳の余地を減らしている。
更に重要なことは、効率的に情報を収集し分析してくれる生成AI は、企業規模による情報格差を縮小させ、迅速な意思決定という優位性を有する中小企業が大企業と同じ土俵で競争することを可能にしている。
第2に、3年経過後の進捗状況をフォローアップすることが必要不可欠だと考えたからである。デジタル化・DXは一度議論したぐらいで地域に定着し進展するというものではなく、継続してその必要性や有効性を訴えていくべきである。現に、燕地域ですら、44%の企業が未だデジタル化への取組なしとのアンケート結果である(後述)。
第3に、最も重要な理由であるが、全国でも有数の中小企業集積地域のフロントランナーと言われている燕地域での成功事例が(時には失敗事例が)、他の地域や他の企業の「等身大」の参考となることへの期待である。逆に言えば、燕地域でも無理かとなれば、中小企業におけるデジタル化・DX化のアプローチは抜本的に見直す必要が出てこよう。
本フォーラムでは、デジタル化・DX化という世の風潮による動機付けではなく、世間で生き残る又は世界に先駆けるという将来のビジョン達成に向けて、目の前に横たわる現実の課題を解決するために役立つという視点を念頭に置いた議論を心掛けたつもりである。このため、副題を「稼ぐ力を創る実践例」とした所以(ゆえん)である。
燕地域中小金属加工企業のデジタル化フォーラム
委員一覧
| 委員長 | 所属 | 役職 |
| 片岡 晃 | デジタル・クロッシング・ラボ | 代表 |
| 委員 | ||
| 阿部 貴之 | 株式会社 阿部工業 | 代表取締役社⾧ |
| 石井 和人 | 独立行政法人中小企業基盤整備機構 関東本部 | 中小企業アドバイザー |
| 大関 貴資 | 燕市 産業振興部 商工振興課 | 参事 |
| 小⾧谷 義浩 | 独立行政法人 情報処理推進機構(IPA) デジタル基盤センター デジタルトランスフォーメーション部 地域プラットフォームグループ | グループリーダー |
| 齋藤 隆範 | 株式会社 エステーリンク | 代表取締役 |
| 佐々木 靜 | 株式会社テクノア プラットフォーム事業部 プラットフォーム課 | 課長 |
| 山後 春信 | 株式会社 つばめいと | 代表取締役 |
| 鈴木 康仁 | スワオメッキ 有限会社 | 代表取締役社長 |
| 田野 存行 | 株式会社 エキスパートギグ | 代表取締役 |
| 山田 繁 | 公益財団法人 にいがた産業創造機構 産業創造グループデジタル化支援チーム | マネージャー |
| 湯川 高志 | 燕市DX 推進ラボ | 会長 |
| 山田 宗範 | 一般財団法人 機械システム振興協会 | 専務理事 |
| オブザーバ | ||
| 飯村 道 | 関東経済産業局 地域経済部 デジタル経済課 | 課長補佐 |
| 久冨木 達哉 | 独立行政法人 中小企業基盤整備機構 関東本部 企業支援部企業支援課 | 参事 |
| 事務局 | ||
| 相澤 徹 | 一般財団法人 機械システム振興協会 | |
| 杉浦 秀明 | 一般財団法人 機械システム振興協会 | |
| 井上 さゆき | 一般財団法人 機械システム振興協会 | |
| 徳力 空海 | 一般財団法人 機械システム振興協会 | |
| 柴田 紗央里 | 一般財団法人 機械システム振興協会 | |
| 深海 菜々 | 株式会社 つばめいと | |
| 渡辺 丈一郎 | 株式会社 つばめいと |

図1-1.第一回フォーラム集合写真
本フォーラムでデジタル化への課題に取り組んだ燕地域企業
(株)阿部工業 (社員数 50 名)
1973年農機具メーカーからプレス加工事業での独立創業。2002年より精密板金加工を開始し、現在は航空宇宙分野への参入を始める。
全社員へのタブレット導入を始めとした生産管理のデジタル化を推進 (DX 認定取得)

図1-2.(株)阿部工業外観
【出典】(株)阿部工業 ホームページ
(株)エステーリンク (社員数 100 名)
1973年創業で、板金加工において 1984年に県内初のレーザー加工機を導入し、2006年には自社開発のバリ取り機「メタルエステ」の製造販売を開始。
‐ 2018年 地域未来牽引企業選定
‐ 2024年 新潟県経済振興賞受賞

図1-3.(株)エステーリンク外観
【出典】(株)エステーリンク ホームページ
スワオメッキ(有) (社員数 13 名)
1987 年創業で貴金属メッキ加工を主業とし、燕地域で製造される厨房用品等を始め、全国の神社仏閣等の文化財修復にも取り組む。近年は寺社仏閣の修復処理も手掛ける。

図1-4.スワオメッキ(有)外観
【出典】スワオメッキ(有) ホームページ
第2章 燕地域の現状と課題
2.1 データから見る燕市製造業の現状
(1)燕市の製造業出荷額の推移
図2-1.燕市製造業出荷額推移
【出典】総務省 経済センサスをもとに作成
様々な外部要因の変化に対応しながら、この20年間において燕市の製造業は出荷額において25%の成長を達成してきた。大きな転機における事例については【2.2 事業転換の歴史とこれからの課題】で詳述するが、各企業が時代の変化を捉えた事業転換や体質の強化を図ることで、産地全体の活力も維持してきている。
(2)燕市の製造業事業所数と従業員数の推移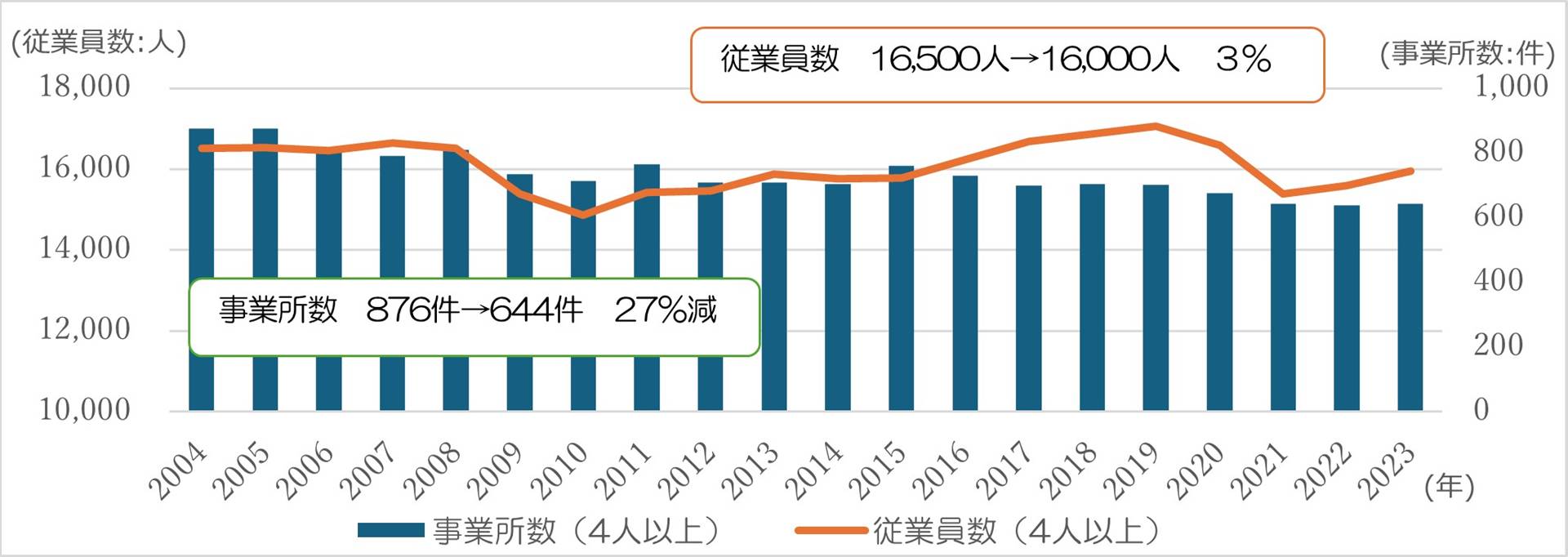
図2-2.製造業事業所数と従業員推移
【出典】総務省 経済センサスをもとに作成
事業所数の減少は衰退状況を表すものではなく、統廃合による経営資源の集約化の表れでもあり、デジタル化を始めとした経営合理化もやりやすくなっていると考えられる。
(注)2021年の経済センサスから従業員3人以下の小規模事業所を含まず、比較できないため小規模事業所を比較対象としていないが、燕商工会議所が2015年、会員の8割を占める個人事業主を主とした小規模事業者を対象に実施したアンケート調査では、回答のあった1,187事業所中、493事業所が「自分の代で廃業」と回答しており、大幅に減少していると考えられる。
(3)生産年齢人口の推移
生産年齢人口は 20 年で 20%減少している。高齢者と女性の労働参加が増加し、一部を補ってきたが、ほぼ高止まりした状況であり、本格的な人手不足はこれから本番を迎える。
(注) 燕市における女性の労働参加率は上昇傾向にあり、2015年の 55.8%から 2020年には 56.6%と、0.8ポイント上昇しており、全国平均の 54.2%、新潟県平均の 51.5%と比べて高い水準にある。また 2022年の高齢者の労働参加率は 30.5%で、全国平均の 25.2%、新潟県平均の 25.5%よりも高い数値となっている。
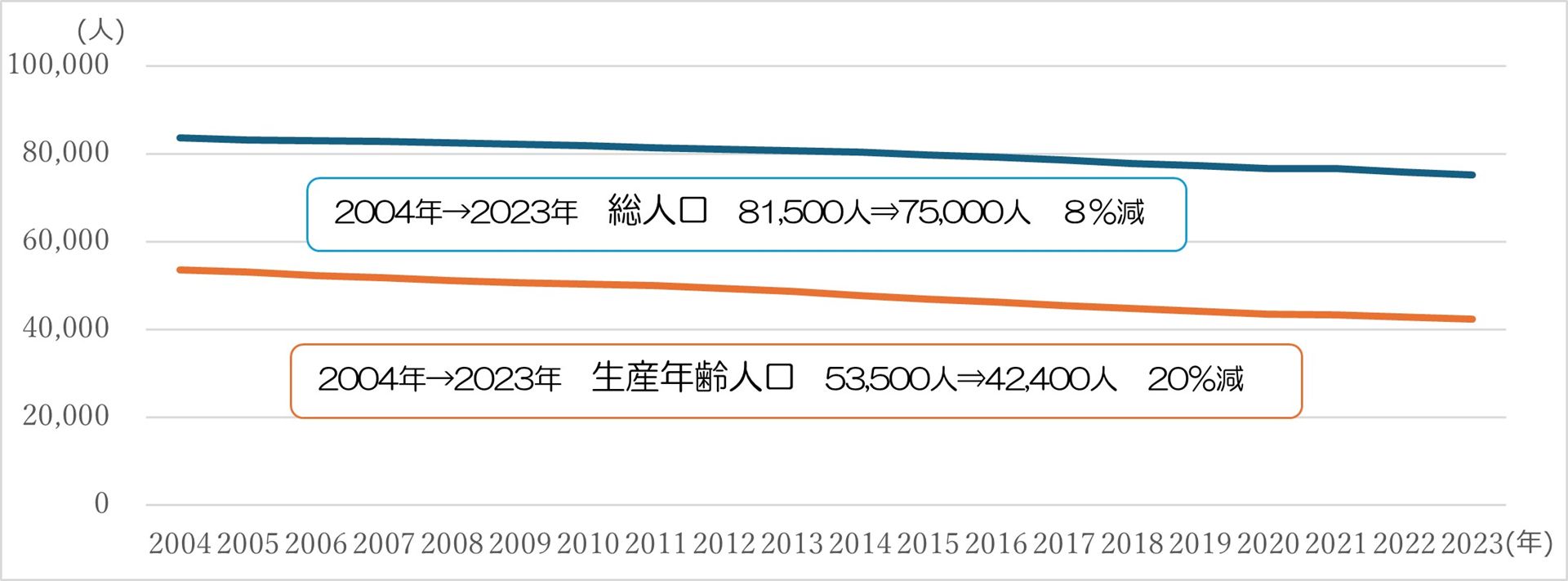
図2-3:燕市の総人口と生産年齢人口推移
【出典】燕市人口統計をもとに作成
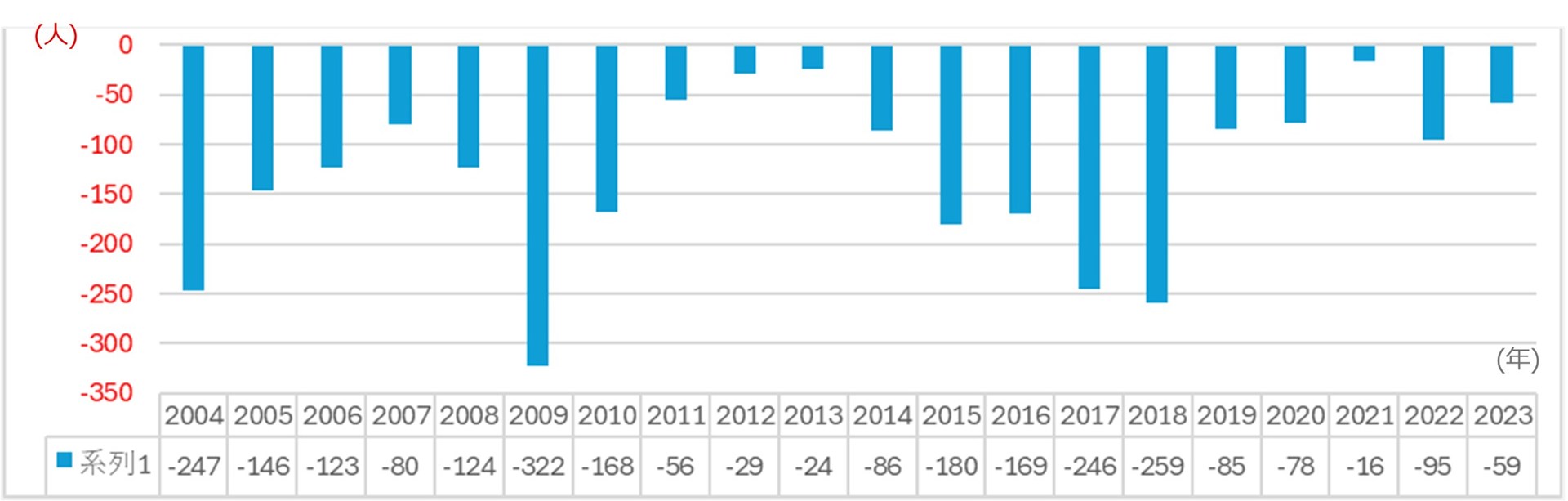
図2-4:燕市人口の増減(転入―転出数)推移
【出典】燕市人口統計をもとに作成
(4)燕市の人口増減
10年先、20年先の地域経営において自然減の流れはすでに確定しており、抗うことは不可能である。しかしながら、人口増減(流入人口—流出人口)においては、これからの地域の在り方により、UIターン者を増加させることで好転させることは可能である。
その際に最も重要な点は「稼ぐ場」としての地域企業の在り方であろう。旧弊に捕らわれ、進化できない企業群であれば、若者を呼び入れることは難しく、デジタル化を始めとした企業のアップデートが求められる。
2.2 事業転換の歴史とこれからの課題
江戸時代の信濃川の氾濫から領民を救うために興った、農家の副業としての「和釘製造」を始まりとした燕地域での金属加工産業は、第二次大戦後の高度経済成長期に、金属洋食器の輸出が「外貨を稼ぐ優等生」と言われるほどに成長した。しかし高度経済成長期の終焉とともに起こった、度重なる為替の切り下げやバブル経済の崩壊、さらにはリーマンショックといった外部要因の大きな変化のたびに危機に見舞われながらも、燕はそのたびに時代に合わせた事業転換に挑み、成長を続けてきた。
(1)1985年 プラザ合意による急速な円高
米国の貿易赤字縮小のため先進各国で結ばれたプラザ合意により、円は1ドル240円から2年間で120円へと急激な円高となる。米国向けの輸出を主としてきた金属洋食器の出荷額は1981年の512億円をピークとして1987年には346億円と2/3に激減。
しかし国内の円高不況を防ぐことを目的とした内需拡大政策によるホテルレストラン向け厨房用品の拡大などにより、燕市全体の製造品出荷額は1981年の1991億円から1989年には2097億円とプラザ合意前を超す成長を達成し、「輸出金属洋食器の産地」から「複合金属加工基地」へと転換を果たした。
この転換を促進した要因の一つとして、当時相次いで開通した上越新幹線と北陸自動車道といった高速交通体系による「東京都との距離感の短縮」が挙げられる。

図2-5:燕市で製造されたカトラリー(左)とIH鍋(右)
【出典】燕市ものづくりサイト
(2)1990年~ バブル崩壊
燕地域の製造品の中心は高額嗜好品ではなく生活用品が中心であったため、バブル経済の勃興から崩壊による影響は日本経済全体と比べて比較的軽微であり、バブル崩壊による製造品出荷額の減少は14%程度であった。しかしながら、その後の長期にわたるデフレ経済と中国製品の台頭により、既存製品の売り上げは低迷を続ける。
その中で、不況期のレジャーとして注目されたキャンプ用品を始めとした新たな市場開拓が起こるとともに、受託加工事業所は技術を高度化させ、自動車産業を始めとした県外企業との取組を増強させた。

図2-7:燕市で製造されたキャンプ用品
【出典】(株)新越ワークス ユニフレームホームページ
(3)2006年 ニッケルショック
燕の金属製品の主材料である18-8ステンレスの主要成分であるニッケルの価格が国際投機による高騰で、2005年末の$12,000/tから2006年8月には$30,000/tと2.5倍に急騰し、ステンレス価格も急騰する。多くのメーカーは値上げとともに、生産性向上によるコストダウンや工程変更を伴うニッケルを含まないステンレス材料への転換を図り、この波を乗り切った。
(4)2009年 リーマンショック
ニッケルショックによるステンレス製品の材料費高騰と値上げによる消費減退の影響のまっただ中で、リーマンショックが起き、3市合併後の製造品出荷額は、1年で22%の減少を記録した。
特に、地場製品の加工から自動車部品や金型等に、長年に渡りシフトしてきた受託加工工場は大きな痛手を受け、売上が半減した企業も多くある中で、積極的な展示会出展や営業活動によりさらなる転身を図り、7年後にはリーマンショック前の出荷額に戻る。なお、国内の製造業産地の中で、リーマンショック前の出荷額への戻りを最も早く達成したのは燕市である。
(5)2020年~ コロナ禍明けからのインフレへ
2020年にはコロナ禍での経済活動ストップにより、製造品出荷額は一時的に8%の減少となったが、一時的なキャンプブームの到来や巣ごもり需要による家庭用品の売り上げ増が起こり、コロナ禍明けにはインバウンド観光客の増加による宿泊・飲食向けの製品が伸長し、製造品出荷額は増加傾向をたどる。
しかし近年の原材料・エネルギ価格の高騰による物価高や関税問題による停滞は、再び燕地域における製造業低迷につながり、今も不況ムードが漂う中で、大きな変化が求められている。
(6)これからの課題
大きな転換期を迎えた今、燕市の製造業は国際問題による変動要因以外にも以下の課題を抱える。
①高齢個人事業主の引退廃業
1960年代の高度経済成長期に金属洋食器の大量生産を可能にした分業体制において、主に研磨工程や彫金を担ってきた個人事業主が高齢となり、10年程前から次々と引退廃業している。これにより直接的な生産能力の減少に限らず、関連事業所への技術継承が進まなかった場合には、製品のサプライチェーンに大きな影響を及ぼしている。
②製造現場における高齢化
製造事業所の中にも60~65歳を超えて製造に携わる高齢者が多く在籍する事業所も存在し、その方々に変わる新たな従業員の確保が難しい状況が続く。定年延長や短時間勤務といった体系で継続するにも、限りがあると考えられる。
③若手人材の獲得難
生産年齢人口の大幅な減少が続き、さらには加速が見込まれている中で、若手人材の獲得競争は熾烈となっている。近年の賃金上昇トレンドへの対応だけでなく、労働条件や職場環境の整備も大きな課題となっている。
(7)人の課題を乗り越えるためのデジタル化
大きな「人」の課題を抱える中で、分業体制を支えてきた暗黙知としての「職人技」は急速に減少し、生産能力そのものの減少という状況に直面している。多数の小規模事業所による分業生産体制を強みとしてきた燕地域の製造業において「人」の課題を乗り越えるために、AIの進化を受けた業務のデジタル化は大きな武器となる可能性があり、その推進は急務である。
2.3 燕市DX推進ラボ ~バックオフィス業務のDX支援事例~
(注)本節は、燕市DX推進ラボより提供された資料をもとに事務局が作成。
燕市では、企業等の生産性向上や技術高度化を図るため、産学官金によるネットワーク型組織「燕市IoT推進ラボ」を2019年に設立し、デジタル技術等を地域社会全体に普及・浸透させ、地域産業・企業の競争上の優位性を確立させるなど、個社単位に限らず地域社会全体でDXを実現することをサポートしている(2023年度より「燕市DX推進ラボ」に改称)。
その中で、地域の事業所が様々な業務においてデジタル化を進めることを狙い「DX生産性向上促進補助金」を創設し、取組のネックとなる「費用感」の緩和を目指してきた。
ここではDX生産性向上促進補助金の活用事例として「勤怠管理システム導入によるバックオフィスのDX」を紹介する。当該補助金を活用した市内G社は、作業工具の開発、製造、販売を営む社員数60余名の会社である。
(1)課題:業務担当者の悩み
当社では働きやすい職場環境を整備することで、3年間で従業員が倍増し、営業所も増設したが、勤怠管理が手作業で行われ、多大な労力がかかっていた。これをデジタル化で解決したい!
①現状とありたい姿(As is→To beの整理)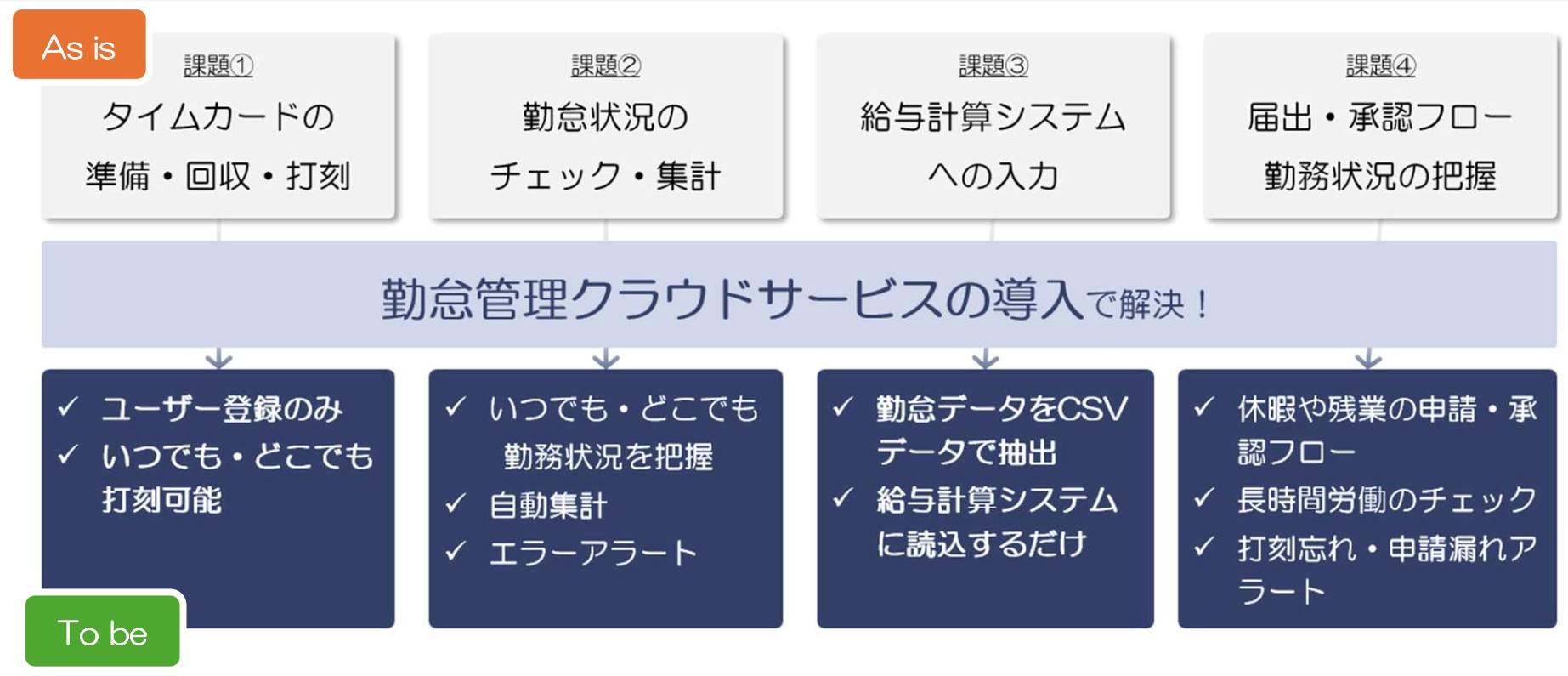
②導入へのハードルを乗り越えるサポート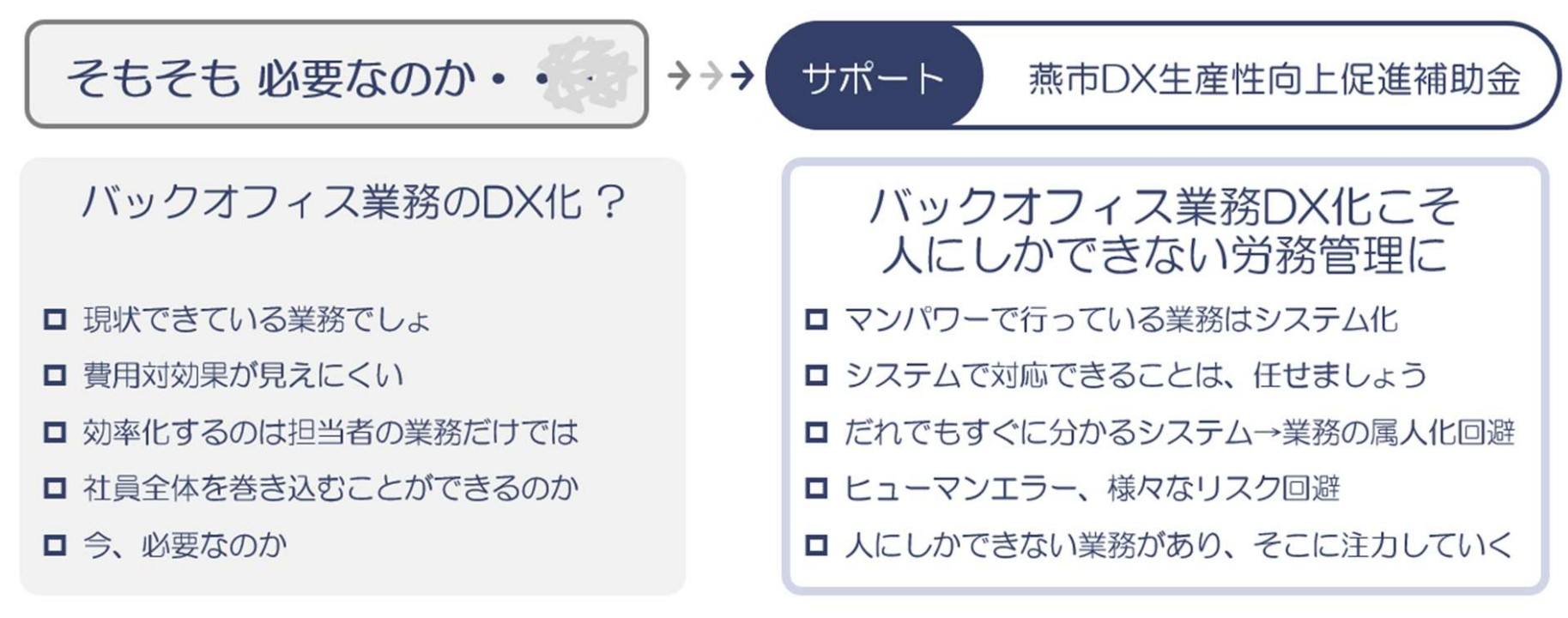
(2)課題・要望とシステム選定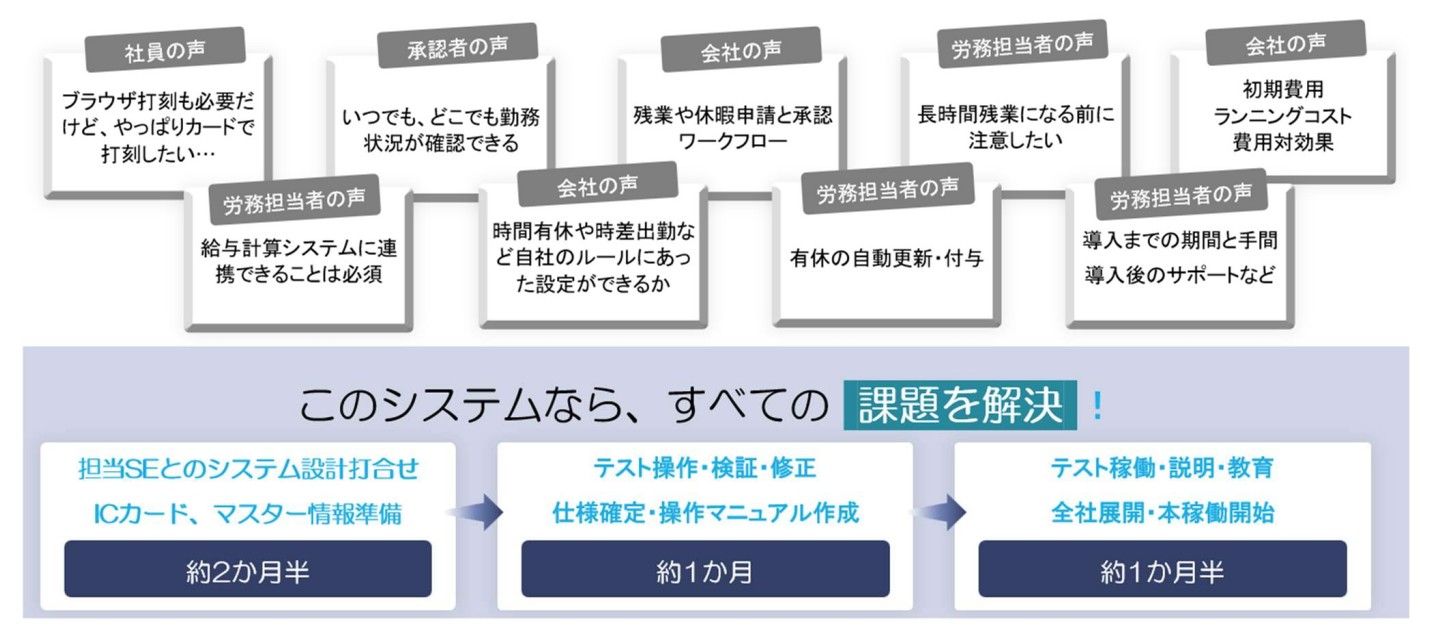
(3)システム導入による業務の変化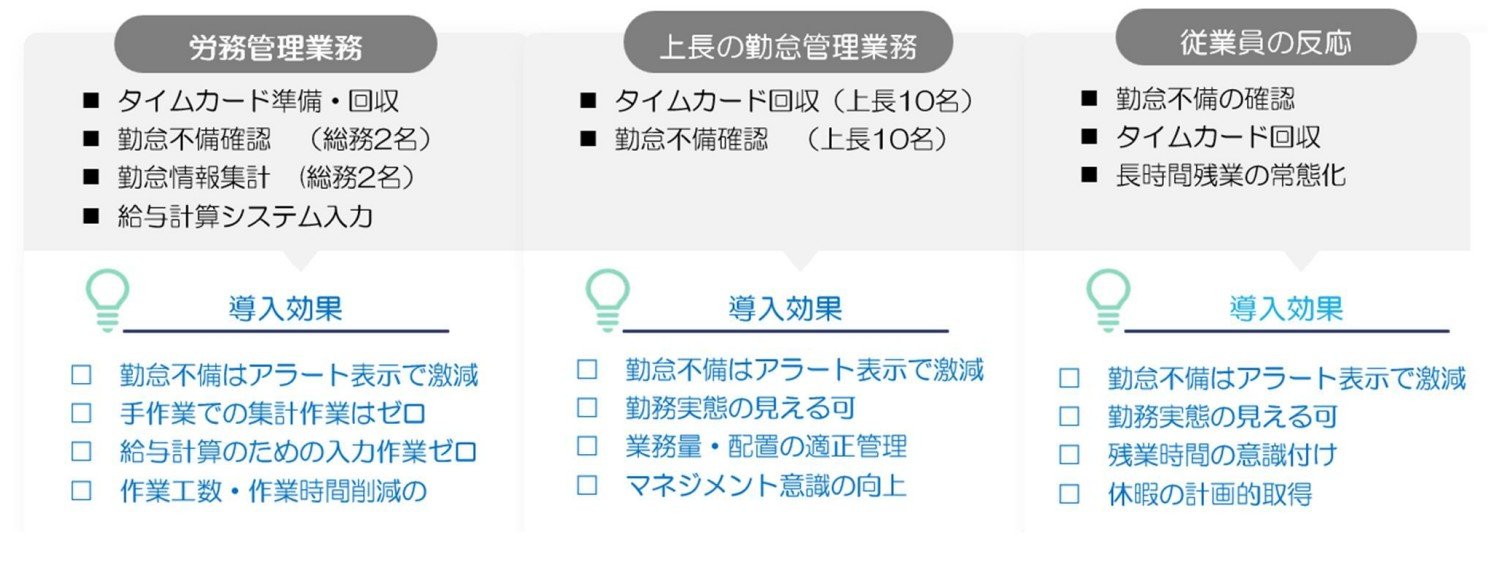
(4)導入の効果
①定量効果 ~デジタル化による業務効率化~
– 勤怠管理の関連業務:2名12時間→ 1名3時間(75%減)
– 上長の勤怠管理業務:10名20時(2時間/人)→10名 5時間(0.5 時間/人)
– 社員の残業時間:400時間/月→230時間/月(40%減)
②定性効果 ~社内改革(DX)への道~
社員の健康維持
長時間労働や業務過多による健康不安を事前に予防
エンゲージメント向上
総務の業務負担軽減により、他の福利厚生を充実
業務の棚卸
残業理由の確認で、業務の負担・配分等見直しに
2.4 燕市内企業デジタル技術導入アンケート
2025年7~8月に燕市DX推進ラボメンバーである第四北越銀行および協栄信用組合の協力により、ヒアリングとメールにてアンケートを実施し、(株)ウィングの協力によりAI分析を行った。
回答数は71社(製造業60社、卸売業8社、その他3社)
(1)デジタル技術の取組状況
50人以上の企業では約80%が「取組済み」だが、50人未満11人以上では約50%が「取組済み」に減少する。10人以下では30%となり、企業規模と取組状況が比例する関係にある。
この状況は日本全体の数値ともおおむね一致している。
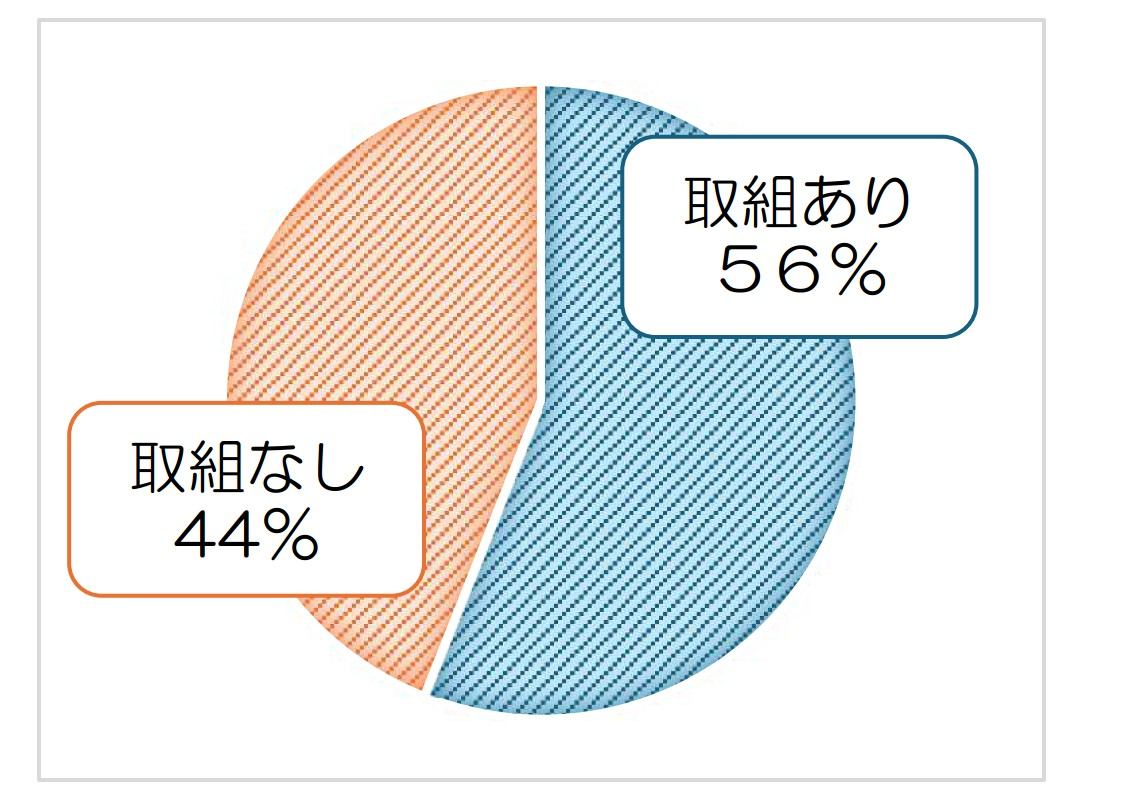
図2-8:燕市内企業 デジタル技術の取組状況
【出典】第1回 大関委員説明資料より抜粋
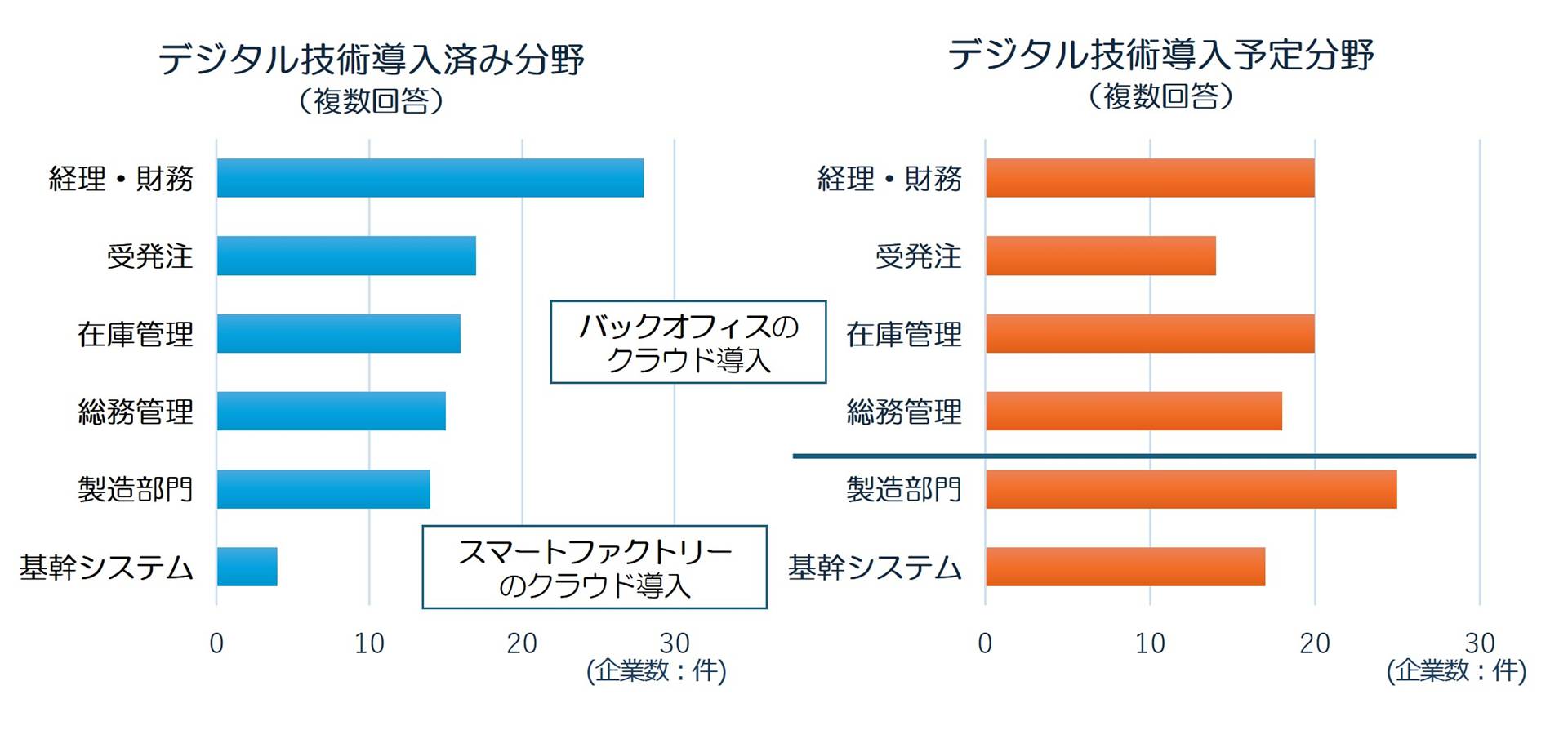
図2-9:燕市内企業デジタル技術導入済み分野(左図)図2-10:燕市内企業デジタル技術予定分野(右図)
【出典】第1回大関委員説明資料より抜粋
(2)デジタル技術導入済み分野とデジタル技術導入予定分野
①デジタル技術導入済み分野の状況
バックオフィスのクラウド導入が最多で、スマートファクトリー分野(材料・生産流通)でも一定の進展が見られる。
一方、AI・RPAは少数であり、特に小規模事業者はバックオフィス中心の状況である。
– 従業員規模に限らず、時間短縮や省力化など業務短縮の効果が得られている。
– 市場競争力の強化や新ビジネスモデルの創出などDXは規模が大きい事業所に限られている。
②デジタル技術導入予定分野の状況
製造部門のニーズが高くなっており、期待するポイントとして「業務効率化/省力化」と「業務効率化/時間短縮」が多数となっている。
(3)デジタル技術を導入する際の課題 (評価ポイント5・3・1の平均値)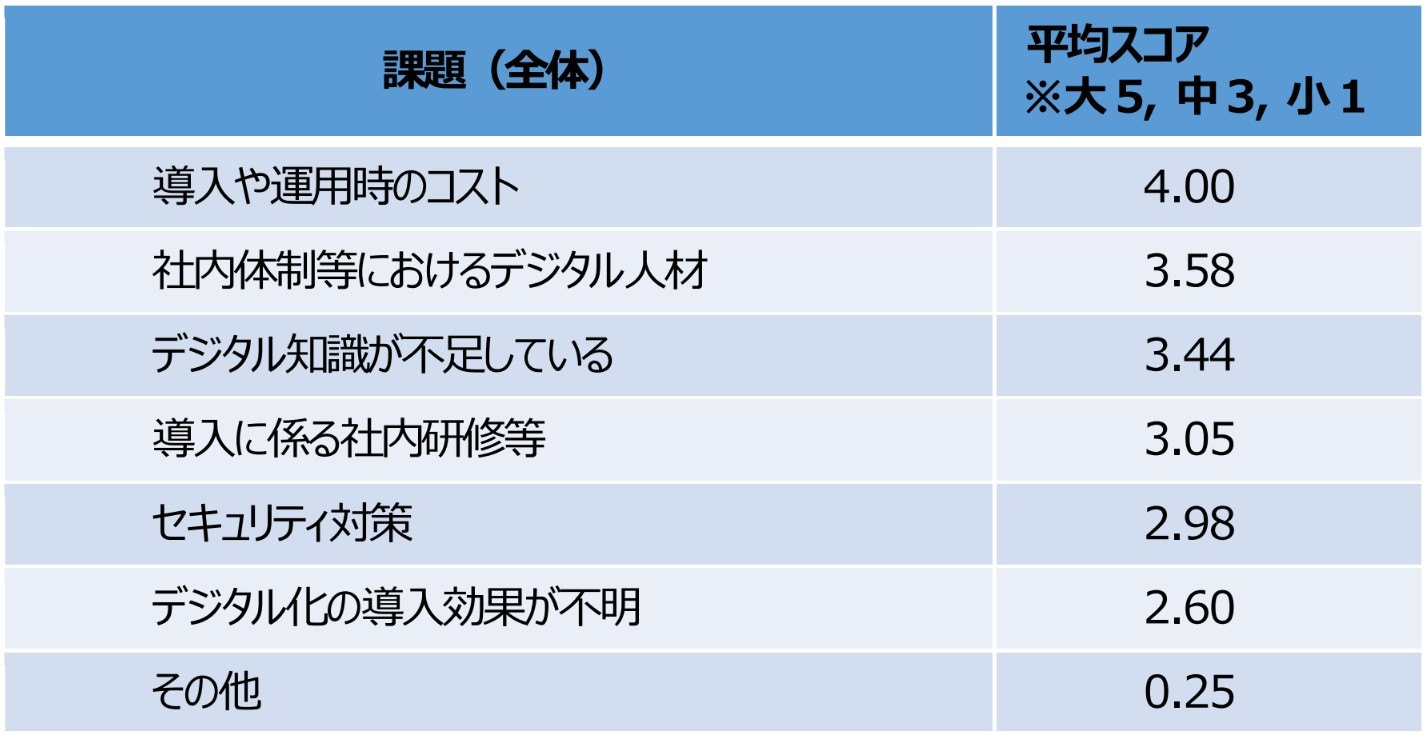
図2-11:燕市内企業デジタル技術を導入する際の課題
【出典】第1回大関委員説明資料より抜粋
「課題」は時として「やらない言い訳」として使われることもあるが、地域での導入のハードルを下げる対策は必要であろう。推進策のポイントは「導入や運用時のコスト」「社内体制におけるデジタル人材」「デジタル知識の不足」であり、課題と感じている点を克服するための具体的な指針が必要であり、多くの企業が導入のスタートを切れる推進活動が必要である。
【提言】
デジタル化の必要性を認識していない企業に対して、いきなり導入を促すよりも、まずは実現可能な企業を対象に具体的な方法論をまとめることが重要である。推進戦略については【第6章 燕地域でのデジタル化推進戦略】を参照。
まだFAXが主流ですか?(まだまだ昭和が残る現場)
燕地域では分業体制による横連携が特徴であるが、これが「横並び」意識を生んでいる面がある。多くの事業所において、主とする通信手段は電話とFAXであり、各種団体や金融機関からの事業・行事案内は封書とFAXである。(最近ようやく「封書→QRで返信」が始まったが)
市外、県外企業との取引が多い企業では、20年以上前から受発注のEDI等が使われているが、市内での連絡はFAXという状況が続いている。デジタルネイティブである今の若者に、このFAX文化を継続させるのか、そろそろ世の中の変化に適応していくのか、地域が問われている。
2.5 地域の取引をデジタル化するクラウドEDI《SFTC》
(注)本節は、燕市DX推進ラボより提供された資料をもとに事務局が作成。
SFTC (Smart Factory Tsubame Cloud) は、燕市の製造業や卸売業を対象として、受発注や納期確認、製造進捗など、ITを利用した企業間での情報共有を実現し、事業継続を支援するためにスタートしたクラウドサービスである。
(1)SFTC誕生ストーリー
①留学生が見つけた取引文書の山
金属加工産地である燕市では、早くから分業による企業間取引が行われているが、その仕組は、電話、FAX、対面での打合せなど、アナログ的な業務が中心であり、これからのDX時代を生き抜くためには、企業間取引業務のデジタル化が大きな課題である。
ある年に燕市でインターンシップを行っていたメコン諸国からの留学生グループが「コレは何ですか?」とFAXを指差す。そして「その文書を作成したPCはインターネットにはつながってないのですか?」と。彼らと一緒に取引先を廻ってみると、2つの材料と8つの工程を経て作られる製品のために、なんと28枚の文書がFAXと手渡しでやり取りされていた。
産業化が始まる瞬間からインターネットを活用している彼らの国と比べたら、トホホな状況である。
こんな笑い話も
– FAX 送付の後、「今 FAX しました」の電話?
– 発注元の担当者によって「呼び名」が違い、納品書を書けない?
-「大至急」という納期 =「責任者を呼べ」と同義のハラス〇〇〇?
②産地全体で使えるクラウドを作ろう!
彼らが提案してくれた「信用を担保するために、燕市が主体となるクラウドシステム」は、中小企業共通EDIの標準仕様に基づいた取引項目を管理し、取引項目のマッピング機能により、企業毎に異なる取引情報のやり取りにも対応できるSFTCとして立ち上がった。
SFTCを導入することで、取引に必要な情報はすべてクラウド上でデータ管理され、企業間でリアルタイムに情報共有できるため、個別の伝票や契約書の作成・管理が不要となり、既存業務の改善及び生産性アップが期待できる。
またSFTCはクラウドサービスであるため、導入にあたり専用機器などを準備する必要がなく、インターネット接続ができるPC・タブレット等のデバイスがあれば利用可能であることも特長の一つである。
(2)SFTCの現状
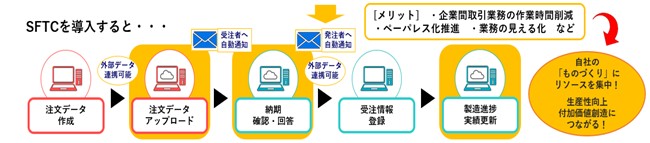
‐ 新たな機器の準備不要で、企業間のデータ送受信が簡単にでき、独自データの交換も可能。
‐ 基幹システムの連携カスタマイズも可能(別途費用)。
SFTC利用料金(月額・税抜き)
| 利用機能 | 金額 |
| 発注者機能 | ¥20,000 |
| 同上 (従業員数20名以下) | ¥10,000 |
| 受注者機能 | ¥10,000 |
| 同上 (従業員数10名以下) | ¥5,000 |
| 発注+受注機能 | 上記合算 |
参加企業(50音順)
‐(有)猪熊製作所
– 岩崎金網工業(株)
– 江部松商事(株)
-(株)エンテック
-(株)新越ワークス
-(株)センザイセンター
-(株)外山精一商店
-(株)星野スポット
-(有)本間産業
– 明道メタル(株)
参加企業の声
産地商社
基幹システムのデータを連携して発注でき、注文書のペーパーレスを実現できました。今後、取引先企業が増えることによる大きなコスト削減効果を期待しています。
メーカー
発注はFAXからPC操作となり、納期等の情報はすぐに検索できるようになりました。大量の注文書から探したり印刷やFAXで移動したりする 手間を大幅に省けています。
受託加工
今まで手書きだった伝票がデータ化され、作業者の記入ミス削減や記入内容 に関する度重なる問合せ 時間の短縮に貢献しています。(70%の時間削減)
第3章 AI時代におけるデジタル化の進め方
クラウドやIoTの普及によりデータを収集・蓄積する環境が整い、さらに近年のAIの進化によって活用できるデータの範囲が拡大し、その結果、さまざまなデジタルツールが登場している。
こうした環境変化の中で製造業が進化するためには、「暗黙知の可視化」「AI活用を支えるデータの整備とセキュリティ対策」そして「デジタルツールの適切な導入」について、正しくとらえることが不可欠である。
本フォーラムでは、中小製造業が業務のデジタル化を進めるうえで必要となる考え方や手法について議論を進めた。
3.1 デジタルツール導入のステップ
(注)本節は、佐々木委員の発表資料をもとに事務局が作成。
単に世の中の風潮からデジタル化を検討するのではなく、「人手不足」や「技術継承」「収益改善」といった自社にとっての課題感と未来像を考え、その解決策としてのデジタルツールの導入を検討する。
(1)課題を抽出するステップ
経営者や作業現場で困っている点を洗い出す。
‐ 残業時間を減らしたいので、何かムダな仕事を無くせないか?
‐ 休日が増え、給与計算や支払業務など短期間で処理できない業務が増えている
‐ 機器や薬液の調整をベテラン社員に頼ってきたが、この後どうしよう?
‐ 新しく入社した社員が、早く一人前になってほしいが、どうしたら?
‐ 毎日の作業日報が溜まっているが、整理する時間が無く、次に活かせていない
‐ 品質要求や納期回答への要望が厳しくなり、管理が難しくなってきている
‐ 受注、売上が増加しているが、人員増強が難しい
‐ 新しいジャンルに挑戦したいが、現場の責任者を外せない
(2)デジタル化のテーマを検討するステップ
経営者の検討だけでなく、社員からのヒアリングや相談相手を交えた議論から、「現状課題=As is」と「ありたい姿=To be」を明確化する。
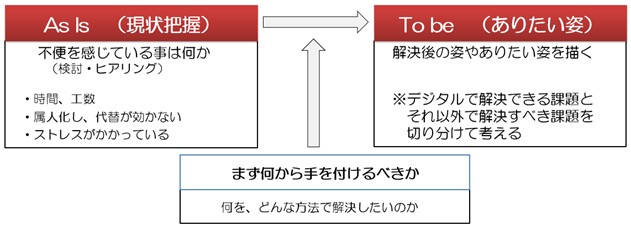
図3-1:デジタル化のテーマを検討するステップ
【出典】第3回佐々木委員 発表資料をもとに事務局作成
(3)デジタルツール導入における標準的ステップ
現状把握(As is)と解決の方向性(To be)を設定したら、それを解決するための方策を検討する。
「第4章 デジタル技術導入の実践例」に、実践事例を紹介しているので参照願いたい。
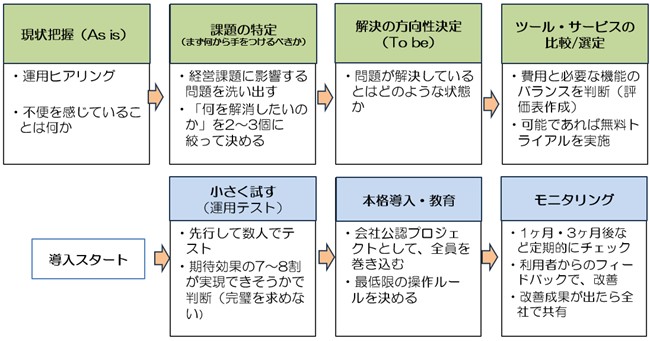
図3-2:デジタルツール導入における標準的ステップ
【出典】第3回 佐々木委員 発表資料をもとに事務局作成
(4)デジタルツール導入時の留意ポイント
デジタルツールの導入過程で、「導入の目的が経営者から明確に伝わっていない、あるいは伝えたつもりでも現場に腹落ちしていない」状況が見受けられたり、目的があやふやなままスタートして迷走するケースがある。
デジタルツール導入においては、キックオフ段階での留意ポイントを認識することが大切であり、主なポイントを下記に表す。
目的の明確化
‐ 推進する中で「そもそも何のために導入したのか」を確認できるようにする
例:「納期遅れ0」「残業0」「液管理の見える化」「機器調整の見える化」等
メンバーの選定と時間確保
‐ 現場を知らない人だけで決めない
(使われない仕組みになる恐れ)
‐ 常業務とは別に、確保時間を社内で合意(片手間化になることを防止)
現場の納得感の醸成
‐ 監視ではなく、困りごと削減の道具であることを説明
‐「入力など、手間が増えるだけ」にならない工夫
小さく試す&モニタリング
‐ 小さな効果を早く作り出す計画を作る
‐ 仕組みが70~80%の段階で、先行して少人数でテストしてみる
‐ 定期的に利用者からのフィードバック
3.2 暗黙知のデータ化
(注)本節は、(株)LIGHTz 雲宝 氏の発表資料をもとに事務局が作成。
(1)暗黙知を形式知に変える「汎知化」 ブレインモデル
技術伝承を始め、製造業における進化に重要なのは、暗黙知の取り出しと可視化にあり、さらに今後AIを活用するためには、暗黙知を適切に可視化し、データ化することが第一歩である。
ベテランは意思決定の際に、目の前の情報と過去の経験を瞬時に照合し、複数のトレードオフを行って判断している。その思考ネットワークを抽出してモデル化し、グラフの形で可視化するのが「ブレインモデル」であり、頭の中で行われている、ある条件(状態)を理解して、目指す状態にするための手段を瞬時に判断できる。これによりノウハウの繋がりを可視化できる。
ブレインモデルの例:おばあちゃんの知恵袋 「大根を美味しく煮るには、下茹でにコメのとぎ汁を使う」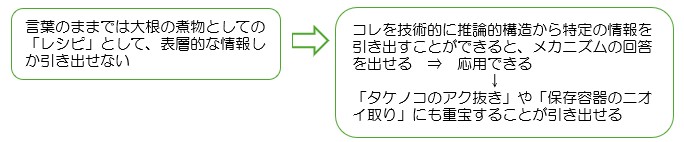
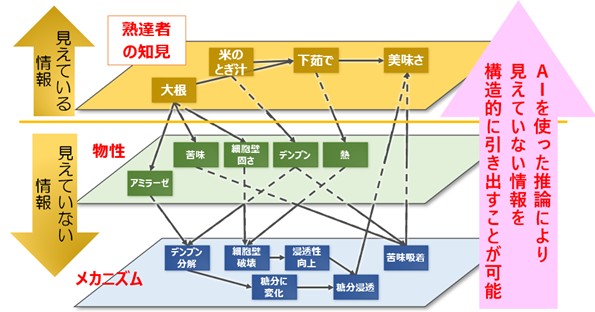
図3-3:ブレインモデルの例
【出典】第2回 講師 (株)LIGHTz雲宝氏 発表資料より抜粋
技術の見える化においては、単なる「早見表」を作るのではなく、判断基準を具体化して、考え方のロジック化を進める。

図3-4:人手不足を背景とした汎知化ユースケース例
【出典】第2回 講師 (株)LIGHTz雲宝氏 発表資料より抜粋
(2)暗黙知可視化の新構造化手法:作業手順書―(マイナス)とコツのテンプレート
業務フローやマニュアルが整備されておらず、ノウハウを可視化することにも慣れていない中小製造業において、汎知化手法を適用することはハードルが高い場合がある。
そこで汎用的な中小製造業向け手法として、業務フローの整備から手軽に取り組めるエントリーモデルがあるべき方向性と考え、中小製造業において活用可能な「手順とコツを組み合わせた2つのテンプレート(新構造化手法)」が開発された。これを活用し、作業における下ごしらえを適切に整備することで、組織に眠る情報を使いやすくすることが可能となる。
詳しくは、機械システム振興協会「中小製造業における技術・技能の見える化による技術伝承に関する戦略策定」(2025年3月)に紹介されている。
また、新構造化手法を用いた実践例については、第4章 4.5【バリ取り機の加工条件出しの自動化】を参照願いたい。
(3)暗黙知可視化の概要
可視化に慣れていない中小製造業向けに、作業手順から段階を追ってコツ(暗黙知)の可視化を図っていく流れ。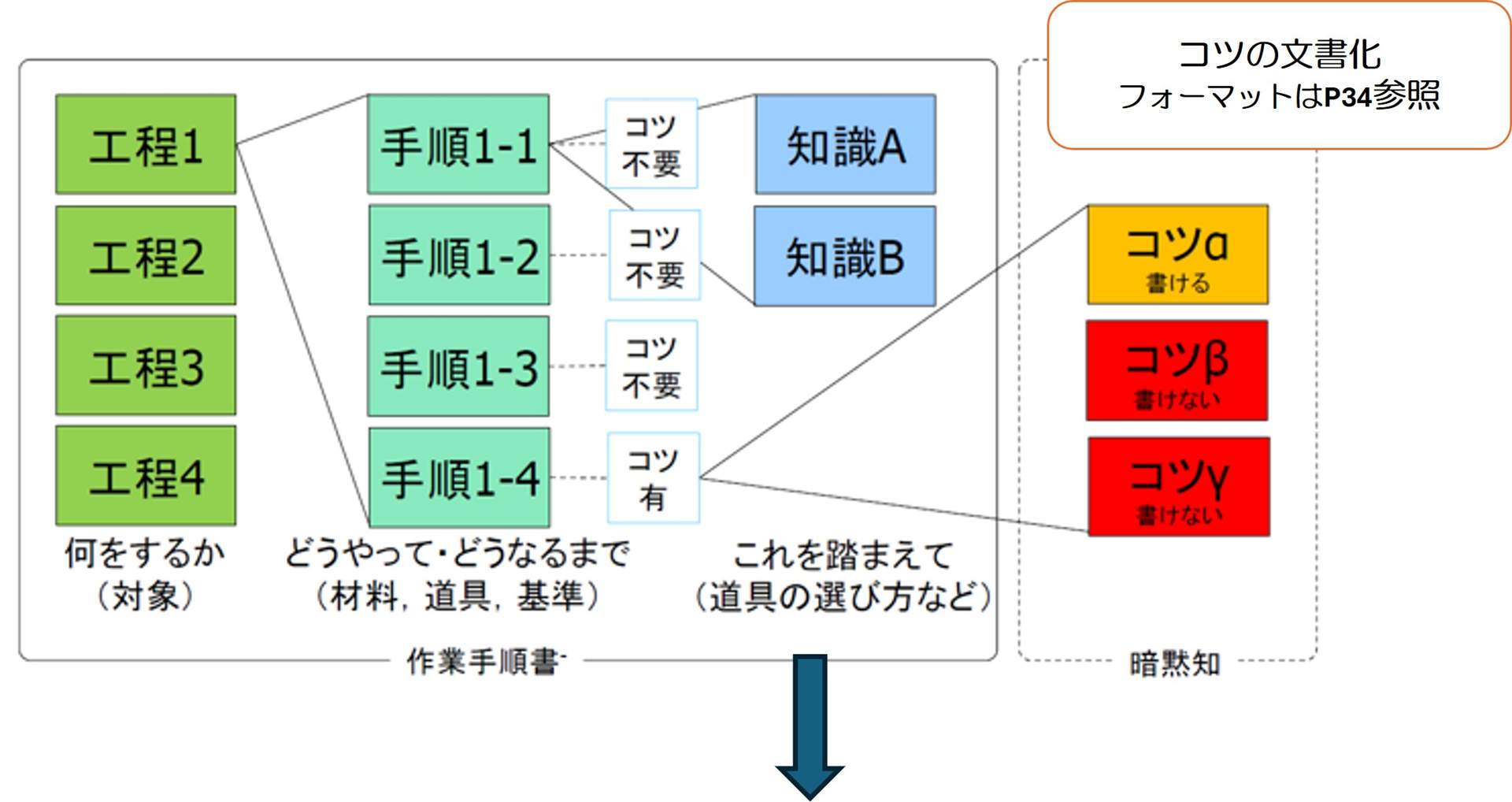
図3-5:暗黙知可視化の概要図
【出典】第2回 講師 (株)LIGHTz雲宝氏 発表資料より抜粋
(4)マインドチェンジ(ルール変更)の重要性
技術のDXにおいては、マインドチェンジ(ルール変更)が必要であり、「個別最適化した人が行っている」方法から「システムへの適合性を高める」方法への移行も必要。
(例)工具の集約
ベテラン作業者が複数種類の切削工具を使い分け→膨大な工具の入替が必要→自動化効率の低下→工具の標準化(集約化)→ 加工効率は低下するが、無人稼働が可能になる。
3.3 データの重要性と整理
(注)本節は、(独)情報処理推進機構(IPA)小長谷委員の発表資料をもとに事務局が作成。
(1)データの重要性
日本では「AI」や「DX」という「仕組み」だけが注目されがちだが、世界では「データ」が注目されており、AI技術そのものが重要なのではなく、AIに与えるデータの質と量が本質的に重要である。また、異業種間や国際間のデータ連携も重要であり、データの共有・連携の仕組みが整備されなければAIの真価は発揮されない。
AIに食べさせる訓練データ 異業種間、国際間のデータ
図3-6:日本と世界のAI・DXに対する注目のされ方
【出典】第3回 小長谷委員 発表資料をもとに事務局作成
(2)データ基盤(プラットフォーム)を整える重要性
デジタル化を進めるにあたり、ツールとしてのキラキラしたビジョンとアプリだけでは不十分であり、それを支えるデータ基盤(ルール・標準)の整備が極めて重要である。
基盤(道)を作って目指す世界
高速道路のように行き先が示され、車(アプリ)が走行できる状況。ここでの「道」に相当するのが、データ基盤(ルールや標準)であり「燃料」が整備されたデータである。
基盤(道)が整備され、データ(燃料)がしっかり補充されるからこそ車(アプリ・ツール)は迷わず目的地に到達できる。
基盤(道)とデータ(燃料)のない世界
実現したいキラキラとしたビジョンやツールがあるにも関わらず、基盤(道)が整備されていないデコボコ道だったり、燃料である「データ」の整備も足らない場合、どんなに良い車でもスムーズには進めず、目的に到達するには時間と労力がかかる。
図3-7:データ基盤を整える重要性
【出典】第3回 小長谷委員 発表資料をもとに事務局作成(2枚のイラストを含む)
ポイント
‐ 最初に基盤を固めることで、アプリ導入や更新などが行いやすく、継続しやすい。
‐ 基盤に標準化されたデータを使うので展開しやすい。
(3)データ標準化の重要性
データ基盤は収集・交換・蓄積・分析を支える器だが、そこで扱われるデータの形式と意味を統一する「データ標準化」がなければ、横断的な連携や再利用は進まない。
①データ標準化
社会全体にデータはたくさんあるが、データのフォーマットや形式がバラバラで使いにくいデータがほとんどであり、分析・活用に結び付けるには労力がかかる。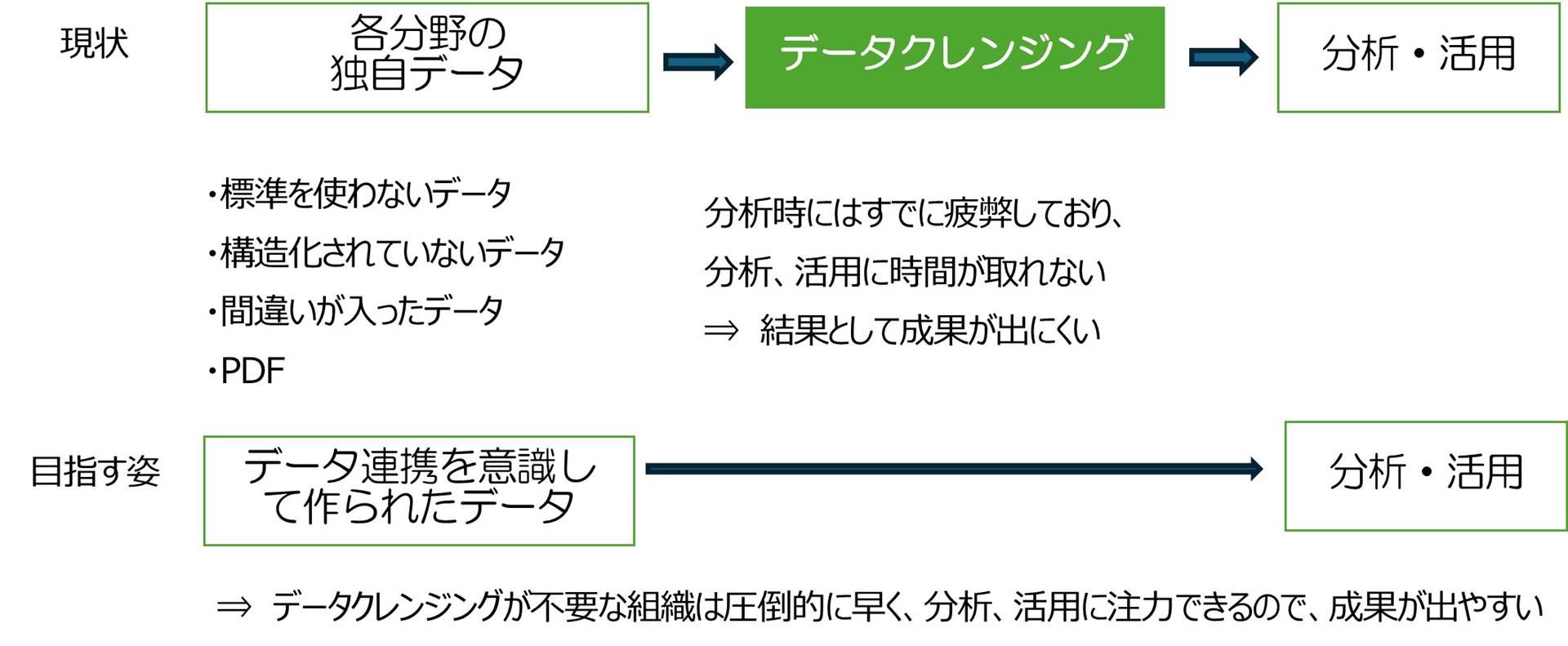
②データ品質を作りこむ
データを利活用可能な状態にするためには、形を整えることが重要である。データを後からクレンジングするのは時間とコストのムダなので、設計や収集プロセスから見直すことが必要。データ品質のレベルは目的によって違うので、品質を目的に合わせ、過剰品質にしない事も重要。
《住所データの例》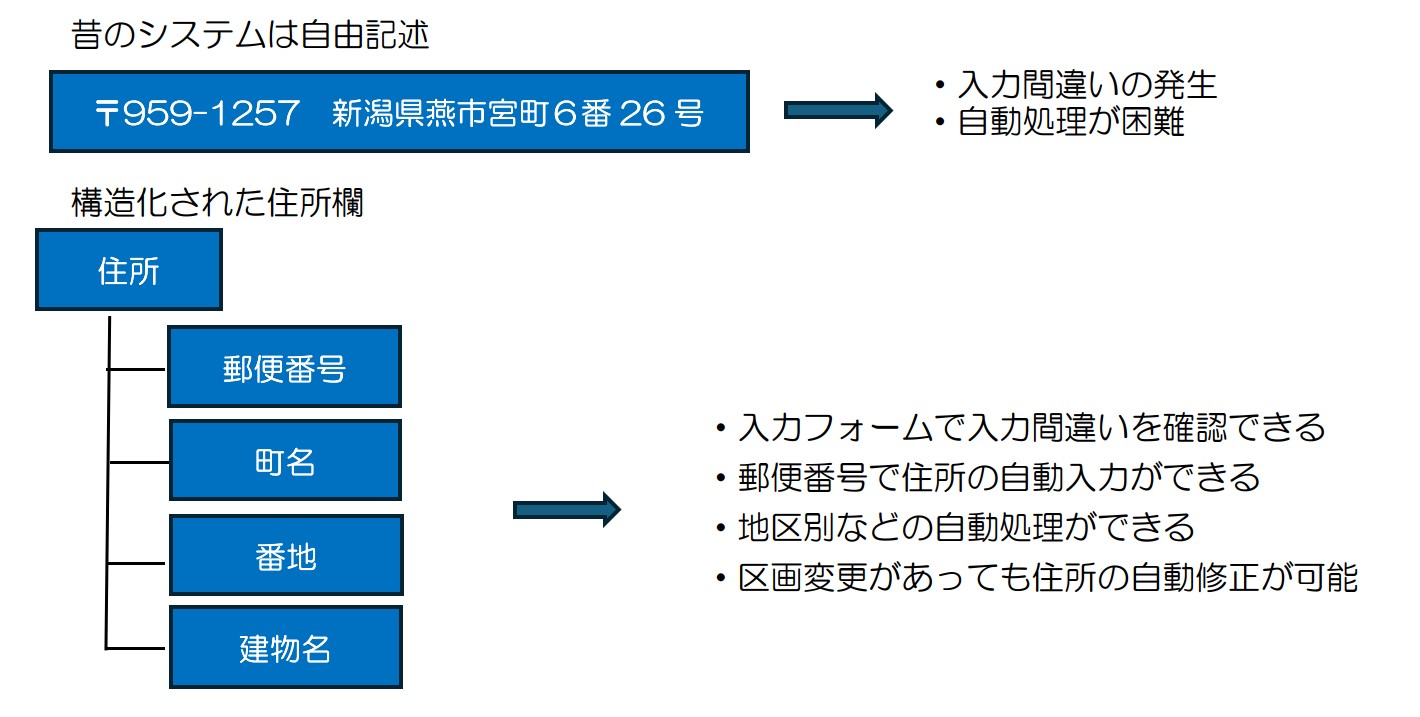
3.4 AIの分類とセキュリティ
(注)本節は、燕市DX推進ラボ 会長 湯川委員の発表資料をもとに事務局が作成。
(1)AI活用のポイント
AIの適用には特性に応じた分類が必要である。従来のAI、特にディープラーニングは分類や予測を高精度で行う能力を持ち、認識が可能であり、その段階では本フォーラムで指摘されている適切な形でのデータ構造化が必要である。【前項3.2 暗黙知のデータ化・3.3 データの重要性と整理】参照
一方、現在注目されているChatGPTのような大規模言語化モデル(Large Language Model , LLM)は、言語表現において非常に流暢である反面、言語以外の情報処理には向かず、生成した文章に虚偽や不正確な情報が混入する(ウソをつく)。したがって、どの程度まで構造化されたデータを用い、どの範囲で生成されたテキストで扱うかは、各社の課題に応じて慎重に判断する必要がある。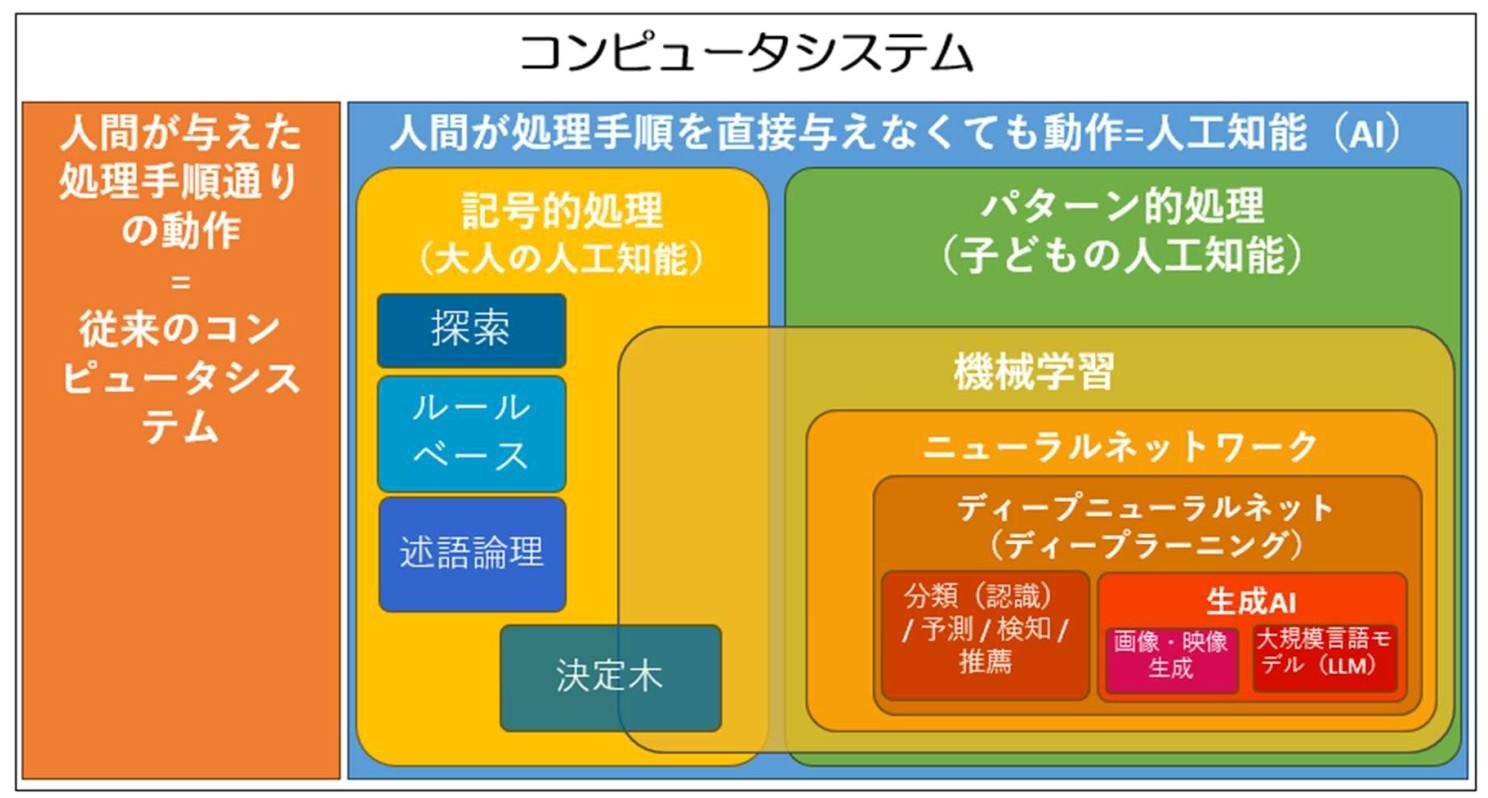
図3-8:AIの分類
【出典】第4回 湯川委員 発表資料より抜粋
(2)AIシステムの配置
①ローカルAI(インターネットを介さないシステム)
自分たちで教師データを用意して、自分たちのコンピュータで学習させる。コンピュータもデータもすべて自分たちで用意すれば、機密が保持される。
②AI企業によるクラウドサービス Saas(Software as a Service)
誰か(多くはAI企業やAI研究機関)が学習させた学習済みモデルでサービスする。原則としてサービス提供会社がすべてをコントロールし、入力したデータや問合せもサービス提供会社に利用させる可能性あり(利用規約、契約による)。
(3)大規模言語モデル(LLM)の得意と不得意
「得意なこと」
-「言語モデル」なので、流暢な文章の生成は得意であり、「質問」-「回答」を人間が評価して強化学習させているので、回答として適切に見える文章を出力する(ソースがインターネットにある文章なので、インターネットに解説的な文章があれば、その解説に近い文章を出力)。
‐ エンコーダ/デコーダの構成なので、翻訳もかなり良い訳文を出力(人間の話す言語(自然言語)だけでなく、プログラミング言語も出力可能)。
‐ 要約も得意。
‐ 入力(質問)として、かなり長い文章(数千から数万語)を取り得るので、入力文を工夫することによって、いろいろな文を生成可能。「プロンプト・エンジニアリング」が重要。
「不得意なこと」
‐ 流暢な文章を生成しているだけであり、文章の中身を「理解」しているわけではないので、回答に論理性を保証する仕組みはない(事実かどうかを保証する仕組みはない)。
‐ 平気で出鱈目な回答をするが、文章としては流暢なので、質(たち)が悪い。
‐ 数値計算:1桁や2桁のかけ算は結構正しく出力するので、計算もできそうに感じてしまうが、これまでは間違った回答をする場合もあった(いつも間違うわけではなく、かといって、常に正しいわけではないので質(たち)が悪い)。
「近時の進化」
言語モデルと、従来コンピュータが得意だったこと(計算・検索・検証可能な推論)をツール連携で組み合わせたシステムが実用化されつつあり、既に一部サービスではそれを実現している(ただし、運用設計と検証が不可欠)。
(4)大規模言語モデル(LLM)のセキュリティ
①自社のもつ情報やデータの外部への漏出
‐ AI企業(SaaS)では学習に使われる可能性があり、他の人が問合せをしたときに、思わぬ所で情報が露呈する可能性がある。(学習に使わない契約もあり)
‐ SaaSで学習に使わない契約、IaaS(仮想サーバー)、PaaS(アプリ開発プラットフォーム)では、上記のような事は起こらないが自社情報・データはクラウド(=社外)に蓄積される。
②ハルシネーション (もっともらしいが誤った回答が出ること)
もっともらしい表現で提示されるため、チャットボット等でそのまま出力させると、一見正しそうで実は間違っている回答をしてしまうので、うまく抑えないと会社の信用問題になる。
③プロンプトインジェクション
ローカルAIを使う場合でも、公開したくない情報が学習データに含まれていた場合、AIの出力に意図せずその情報が含まれる可能性あり。
悪意ある人がわざとそういった出力をさせる(そのような質問を入力する)こともあり得る。
(5)問い合わせ対応における注意点:プロンプトインジェクションへの注意(対策の必要性)
‐ 問い合わせ対応にAIを用いる場合は、「AIで回答している」旨の断り書きを入れる等の配慮が必要である。全てが正しいとは保証できない点を前提に、運用設計を行う必要がある。絶対に正しい回答が必要であれば人間がチェックするべきである。利用者側で判断してもらう運用であれば、免責・注意喚起の文言を入れることになる。
‐ プロンプトで「用意したデータ以外から回答しない」「分からない場合は分からないと答える」といった制御を行い、誤りや虚偽を抑制する運用もあるが、LLMも含むパターン的処理では、確率や確からしさに基づいて出力するので、プロンプトで与えた指示が必ず守られるとは限らない。
第4章 デジタル技術導入の実践例(課題~提言~実施報告)
本フォーラムでは、燕地域の中小金属加工業3社のデジタル化への課題について、専門家の知見を活用した具体的な推進策を議論するとともに、半年間に渡ってそれぞれの課題に取組んだ。
4.1 情報共有の仕組みづくり【情報管理の加速】スワオメッキ(有)
現在の課題感 As is
‐ これまでは現会長・現相談役の作業指示ありきで業務が進行。
‐ 指示待ちにより無駄な待ち時間が発生。
‐ 業務の属人化が進み、特定の人が不在だと業務が滞る。
取組テーマ To be
‐ 将来の売上拡大に向け、社員が自律的に業務できる体制を構築し、社長・右腕が社外に出られるようにしたい。
‐ 属人化から脱却し、社員が自律的に業務を進められるデジタルツールを活用したい。
(1)専門家からの提言
導入の取組を3つに区分し、それぞれのステップを明確にする。
①図面管理システム《ズメーン》の活用者を増やす
‐ Off-JTでの操作習熟時のポイント:日常業務を離れる時間をしっかり取って進め、全社の重要プロジェクトであるという意識を高める。
‐ OJTでの活用・評価時のポイント:早い段階でメリットを実感できる体験をさせることにより、浸透が進む。
‐ データは重要性の高いものから順に登録し、各データに過度にこだわらず、今後の図面を継続的に投入していくことが現実的であり、現場の方が「これがあると便利」と実感できる体制を構築することが重要。
②自ら仕事を取りに行けるような体制づくり
‐ 加工スキルマップを整備し、作業可能な者とそうでない者を案件に応じて選択できる一覧が有効。
‐ 案件差配のルールづくりにおいて、各自がやりやすい案件を奪い合うようにならないように配慮。
‐ 図面管理ツールには案件管理機能を有するものもあるため、利用可能であれば活用すると良い。
③誰でも見積作成できるシステム構築と権限管理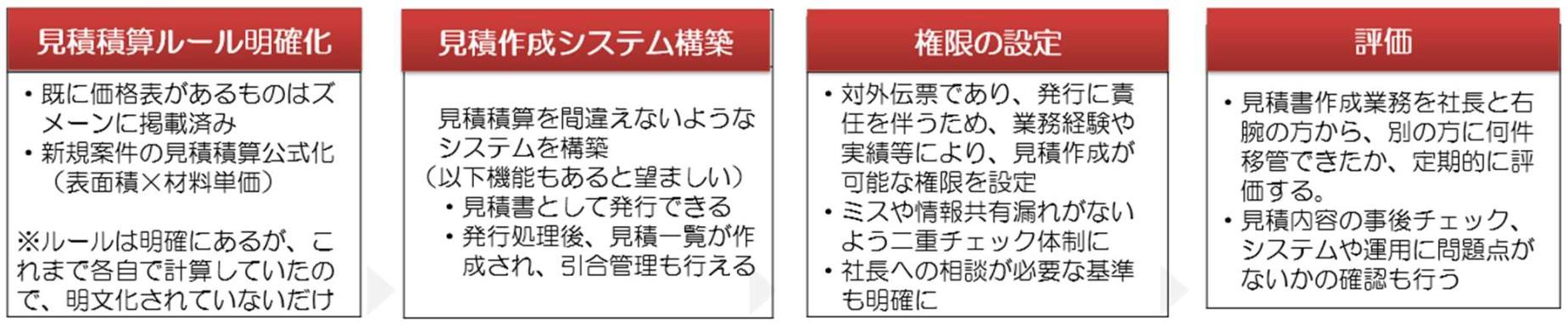
‐ 見積作成については、各社で計算方法がばらつくため汎用的な積算ツールは多くなく、現状ではExcel等で簡易的な仕組みをつくることが妥当。(必要に応じて外部支援を受けて標準化)
‐ Share Point等の情報共有ツールを活用して、入力パラメータ―を明確にすることで、見積依頼を受けた際に、顧客から聞き出すべき情報が誰でもわかる。
【出典】第3回フォーラム 佐々木委員 発表資料をもとに事務局作成
(2)課題への取組状況
《ズメーン》について、現在は女性社員も自律的に参加し、見積書類等のルールを整備し、どのタイミングで常に入力していくか等の運用ルールもできてきた。
これまでの属人的な業務において、特定者が対応しなくても回る仕組みができつつある。
各種データを一元的に確認できるため、社員に対して、作業時にインカムを使って報告する運用を徹底することでミスが減ってきており、不良率削減の効果も表れ始めている。
導入の取組②案件差配と③見積システム については今後の取組となるが、効果が予測できるので、積極的に推進していく。
(3)燕地域への波及
鈴木社長は、《ズメーン》の有効性を高く評価し、取引先や経営者仲間への紹介を進めており、《ズメーン》運営会社である株式会社Fact Baseの営業担当社員とともに燕地域への導入を進めている。
この事例は、燕地域の製造業の特徴である「横連携の強さ」を活かしたデジタル化推進の有力な方法であろう。
(4)取組の感想:スワオメッキ(有)鈴木委員
年末に社員全員と面談し、今後の現場の定量化、データ管理、AI導入の話をしたところ、各自が興味を示した。その結果、例えばメッキの電気量等の報告が増え、液状態の報告も増えた。これらの報告を、図面管理システムのデータに入れながら、現場の定量化に向けてデータの収集・蓄積を進めている。社員が想定以上に興味を示したことは、嬉しいことであった。
4.2 データ活用による品質管理【メッキ液のデータ管理~AI導入】スワオメッキ(有)
現在の課題感 As is
‐ 液温、濃度、気温、湿度等により品質にバラつきが出る。
‐ メッキ処理の品質が勘と経験に頼っており、社長や右腕がいないと薬品の組成ができなかったり、やってみないとわからない。
‐ 品質と同時に、昨今高騰している電力費に関して、適切な状態かを把握するのが難しい。
取組テーマ To be
‐ 品質に影響する条件が測定可能で明確になっている。
‐ 誰でも標準作業手順書に沿って薬液組成が行える。
‐ 不良率減少=収益向上
(1)専門家からの提言
環境が各社で異なり、厳密にパッケージ化されたソフトウェアは確認できないので、センサー(データ取得)に強い企業等と現場に精通した技術者を組み合わせて構築する必要がある。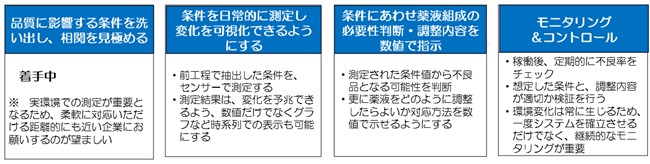
【導入のステップ】
‐ データベースにデータを蓄積し、図面と紐づけて管理をすることで、類似品を製造する際の参考にする。
‐ 条件が複合的な場合は、生成AIで作業者が対話型で質問をできるようにする。
(2)課題への取組状況
メッキ加工の品質管理の基準として「膜厚測定機」があるが高額なため、まずは他の基準を検討することとし、「色の定量化」を掲げた。
これまで「色による良否判断」は、担当者の経験や感覚に依存してきたが、誰でも判断できるようにする「基準」を構築することを目的とし、「各種データの測定/解析/抽出」を業務とする(株)燕屋の協力を得て、2つの取組を開始している。②については、2026年3月時点で液温とPHを測定でき、かつデータをクラウド上に保存できる安価な装置が完成し、試験的に実施する流れである。
① 表面状態(色)の定量化
メッキ後の表面状態を数値化し、誰でも品質判断できる仕組み
② メッキ槽の状態管理
処理槽の状態を可視化し、管理できる仕組み
(3)色の定量化へのチャレンジ
対象物の表面に光を当て、反射光をセンサーで読み取り、色をL*a*b* 値として数値化する。
《Color Reader》のテスト
→ 金属表面は光を強く反射するため、正確に色を認識できない
→ 治具を使って反射光をコントロールし、安定した計測を実現?
→ 2種のチャレンジでもNG
→ 別の計測原理の検討(今ココ)
①分光測色計、画像解析AI等
②治具の別アプローチ(拡散光環境の構築など)
③外部専門家・メーカーへの相談
色の定量化に関する成果は現時点で十分に出ていないが、作業の中で一つ一つ気づきが得られているため、継続して自社独自の領域として蓄積し展開していく方針である。
「手直し」という工程へのコスト意識の違い
当社でメッキ処理する製品は顧客からの預かり品であり、これまで最終工程での「検品」により不良とされた製品を「再処理」し、全数納品することが当たり前の工程として認識されていた。
他方でプレス加工業等では、材料仕入~複数工程の加工~納品を行っており、工程の中でキズ等の不良が発生すると、その不良品は「オシャカ」とされてスクラップに回され、再度材料仕入が必要となり、直接的に不良発生コストが認識されやすい。社内での加工工賃のロスはどちらも同じなのだが、生産現場に携わる社員にとって社内コストは直接的に認識されづらい。
そのためメッキを始めとした表面処理加工業では、不良品がオシャカとならないために、不良削減への意識に違いがあったように感じられた。(事務局談)
しかしながらメッキ液や薬液、電気料金価格が上昇を続けていく中で、「再処理」の削減は大きなコストダウンとなり、収益向上に直結するため、ここの見える化は重要である。
(4)目指したい姿
下記のような品質のパターン分けを確立し、顧客が「プラン」として品質を選択でき、顧客との品質合意の上で、見積価格の適正化を図る。
(5)取組への感想:佐々木委員
社員が一緒になって取り組めている点は重要である。人が変わったといった時などに、何のために行うのかが伝わらないと、作業だけが残り、目的が不明確になりやすい。開始段階から社員を巻き込み実行できていることは、今後の継続や引継ぎの局面でも役立つと考える。
4.3 情報の体系化【修理に関する情報を体系化したい】(株)エステーリンク
現在の課題感 As is
板金バリ取り機「メタルエステ」発売から15年経過し、導入台数も増加を続けているが、サポート専任チームが無いために、修理や問い合わせに関する不具合が生じている。

図4-1:メタルエステ1300ME-2401
【出典】(株)エステーリンク ホームページ
取組テーマ To be
保管されている修理や問い合わせの記録を体系化する。(Google NotebookLMに格納し、情報を抽出する試行は開始している)
(1)専門家からの提言
‐ NotebookLM はドキュメントを大量に格納し、全文検索等での利便性に優れるが、修理情報を構造化して保持するという観点では、別のアプローチを検討する余地がある。
‐ 生産工場において必要な情報整理の基本は「層別」と「体系化の区分」である。《層別》機種別、製造年別、材質別、バリの大きさ別等の属性で分ける。《体系化の区分》症状、原因、対策、部品といった項目を明確にして整理する。これらを整理整頓してデータベースに格納し、誰がいつ、どのような対応を行ったかという修理履歴を集計及び傾向分析し、製品設計へフィードバックすることが重要である。
‐ システム構成案として、OpenAIのEmbedding Engineの利用を提案する。会社の情報をクラウドに出すことを懸念されることは認識しているが、これは情報活用の実装において、1536次元という高次元のベクトル化を利用することで、類似度検索を行う。具体的にはテキストから生成したベクトル値をデータベースのレコードとして格納し、層別情報や体系化した構造化データと組み合わせることで、検索や応用を行う仕組みとなる。
【出典】第3回フォーラム 田野委員 発表資料より引用
(2)システム構成案
現行のドキュメント中心の運用に加え、構造化データとベクトル検索を組み合わせる方向で検討する。実装はReplitとOpenAIで構築し、埋め込みコードでホームページへ実装する想定である。
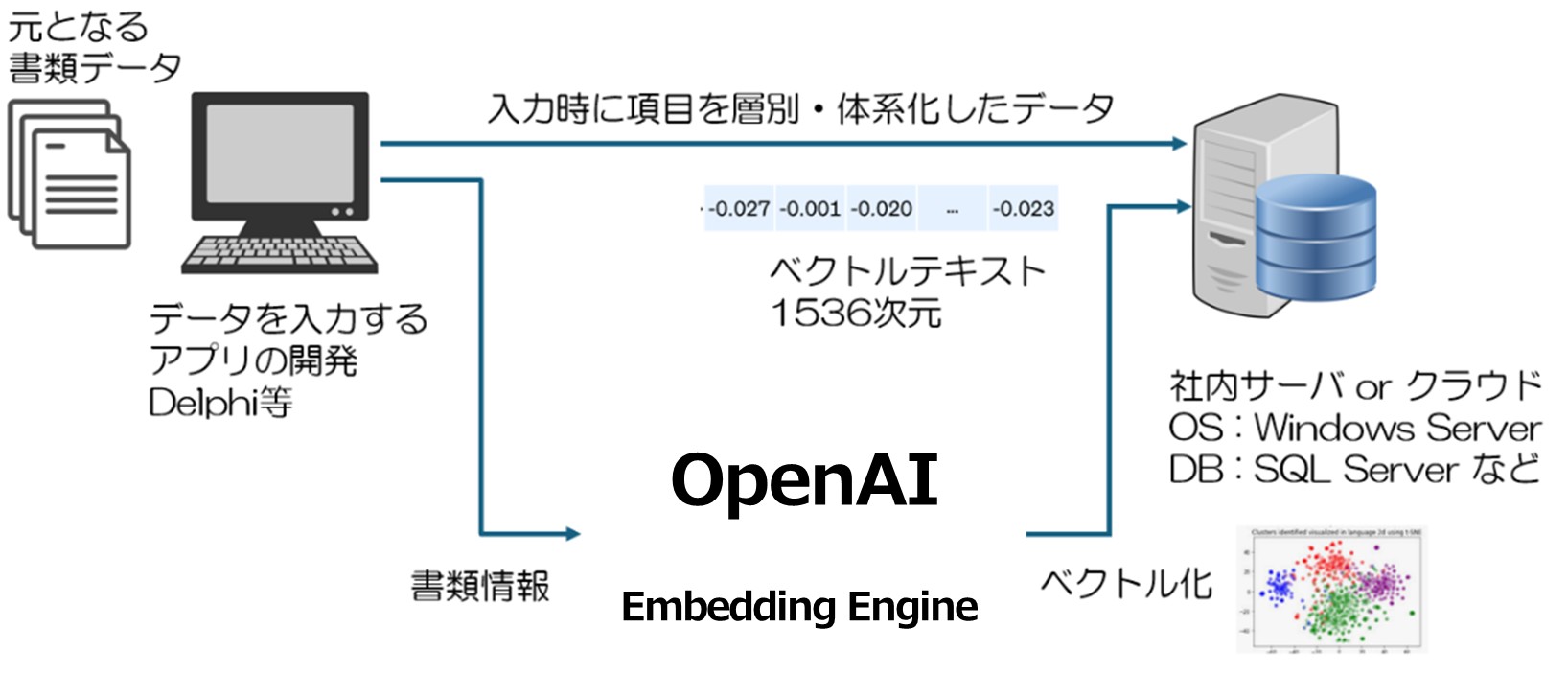
図4-2:システム構成案 イメージ図
【出典】第3回 田野委員 発表資料より抜粋
(3)取組の状況
社内の件数情報を含む構築に向け、エンジニア向けの機械修理・メンテ情報を学習させた。
①カタログ情報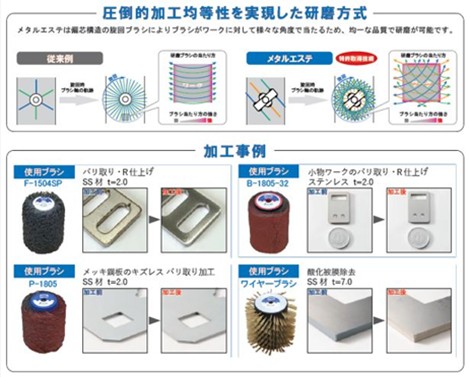
②取扱説明書情報
図4-3: Notebook LMに学習させた情報
【出典】(株)エステーリンク 提供(画像:①及び②)
③不具合対応、問合せ対応の社内記録情報
‐ Notebook LMの運用から開始 →過去事例を速やかに引き出せて有用である。部品の適合確認、社外部品のマニュアル検索、修理作業方法の確認など、活用範囲を拡大していく方針である。
‐ Notebook LM利用にはGoogleアカウントが必須であり、会社管理のGoogleアカウントを社員分取得する必要があること、ならびに情報セキュリティが懸念であり、この点については専門家へ相談しながら進めていきたい。
‐ 出張用ノートパソコンでのAI活用について、出張用ノートパソコンへのNotebook LM導入は1~2台に限定して試験運用を開始している。
‐ 運用ルールとして、利用者が業務中に気づいた点や改善策をツールに追加し、集合知を活用して精度向上を図る。若手社員からは、出張先での確認作業に安心感が生まれたとの評価を得ている。反面、ベテランエンジニアにとっては既知の内容にとどまりやすいため、データの質と量を重視して蓄積を進める必要があると考える。
(4)取組の感想:(株)エステーリンク 齋藤委員
運用を始めてから過去の事例をすぐ参照できるようになり、内容や状況まで踏み込んで集約できた。取扱説明書やこれまで蓄積してきた不具合の履歴等も含めて一元化し、検索して管理できるようになったため、履歴を探す作業が楽になった。Q&Aのように「この事例のときはこうだ」という型だけでなく、いつ・どういう状況で・どの顧客で・誰が修理に行ったかまで確認できる。蓄積してきたデータが活用可能になった実感がある。
引き続き、情報を投入して運用を深めたい。ベテランは当該情報をもとに作業を進められる。新人の教育においては、お守りのようにノートパソコンに入れておけば検索が簡単にできるという捉え方である。
4.4 体系化された情報の活用【問い合わせに対応するチャット先生】(株)エステーリンク
現在の課題感 As is
‐ 顧客からの電話問合せに対して、対応できる担当者が不在であったり、混みあっている時に、他の社員がムダや間違いのない対応ができるようにしたい。
‐ 事務員でも対応可能なレベルまで簡素化し、社内勉強会で研修したり、HPの質問コーナーを進化させたい。
取組テーマ To be
‐ 課題4.3と連動し、体系化された情報を自動で引き出せる仕組み(AIチャットボット等)を作る。
‐(取組修正)データの整理に関しては、課題4.5の取組を活用する。
(1)専門家からの提言
‐ ベクトル化した情報と各種文書を入力し、回答候補となるページを用意しておけば、ベクトルの類似度に基づき、スコアの高いものをリストアップして提示する形となる。これはすでに多くの事例が存在するが、AIを組み込むことで利用者の自然言語による質問に対して、より適切な回答をできるようになる。従来のQA一覧表から自分で探す方式に変わり、ユーザーの問いに近い情報を自動で提示できるため利便性が高まる。
‐ 実装に着手すれば短期間で対応可能であり、システム構成は既存のものとほぼ共通であるが、ウェブページ等の情報を整理し、検索・回答の精度を高めることが重要である。
‐ お客様の電話を音声識別して、類似する内容を提示するという仕組みは実現可能である。音声の自動文字起こしと要約を投げる仕組みはすでに当社内でいくつか運用しており、技術的障壁は小さい。一次受付者が不要となる可能性も想定されるが、即時応答が難しい場合は、折り返し対応として承諾を得る運用にすればよい。
【出典】第3回フォーラム 田野委員 発表資料より引用
(2)取組の状況
現在運用中の機種別5つのホームページに対して、それぞれWEBで公開情報としている内容をRAGナレッジとして回答するAIチャットボットの導入を目指す。
AIチャットボットはベンダーの提供するサービスを利用すればたやすく導入できるが、開発スピードが日進月歩で早くなるAIに対して、この手のサービスを契約期間縛りで導入すること自体に疑問を持ち、選択しない。
①実施計画
i) (現状の取組)テスト運用にてAIチャットボットの仕様を理解。
ii)(現状の取組)ホームページ上の公開情報をRAGナレッジとしたAIチャットボットを運用。
iii)(将来的に)テスト運用を経て、社内機密を含む非公開情報をRAGナレッジへ導入。
iv)(将来的に)顧客向けバリ取り機故障等の一次対応が可能なチャットボット導入を目指す。
②現状の成果・わかったこと
‐ Dify&ChatGPT構成でのAIチャットボットの費用感を把握できた。
‐ ホームページのURLを指定してRAGナレッジとする場合、専門のサービスを利用する必要があり、それなりの費用が発生するため、ホームページの内容をテキストに落とし込み、ナレッジとした。
③モデル画面
図4-4:(株)エステーリンク AIお問い合わせ窓口のモデル画面
【出典】(株)エステーリンク 提供
④現状の課題
‐ テキスト化する過程で、画像+説明の相関関係が失われているので、この内容をナレッジとした場合、回答がどこまでおかしくなるか、現時点で不明。
→ホームページをPDF化した方が良いかもしれないが、改ページ位置の問題が起こるか?
‐ ホームページの内容にこだわる必要も無いので、営業用のプレゼン資料をナレッジにするのも良いかもしれない。
‐ AIチャットボットの組み込み自体は簡単だが、デザインの制御が現時点ではできないため、調整が必要。
→応急対応として、固定ページへの組み込みとしている。
‐ ハルシネーション防止のプロンプトを組み込んでいるため、質問内容に対して「公開情報に記載なし」と回答する場合が多い。
→ナレッジを多くする必要がある。
‐ こういったチャットボット構築の場合、通常は500個ほどの「よくある質問」と「回答」を用意しておく必要があるそうなので、同様のQ&Aナレッジが必要かもしれない。
(3)取組の感想:(株)エステーリンク 齋藤委員
問い合わせに対して、一定の経験者であれば顧客からの問い合わせに即回答できるが、ベテランが出張や休暇で不在のときに電話が入ると、即答できず「少々お待ちください」が増える。これが属人化である。
顧客への一次回答をAIツールを用いてどう対応できるかを模索中であり、ホームページに搭載して公開する段階には至っていない。(株)LIGHTz様の新しいシステムへのモニター参加は適用可能性があると考え、チャット対応は引き続き並行して進化させたい。
4.5 技術ノウハウの汎知化【バリ取り機の加工条件出しの自動化】(株)エステーリンク
現在の課題感 As is
バリ取り機「メタルエステ」の自動運転に向けた試験を進めているが、最新技術による実現を目指したい。
取組テーマ To be
(当初)メタルエステにAIを搭載し、画像認識による加工条件出し
(変更)技術情報の汎知化により、加工条件出しを自動化させる
(1)専門家からの提言
‐ 画像認識による加工条件の最適化は、加工設備を有する企業であれば、理想像として広く想定される取組である。
‐ AIによる加工条件の再設定とネットワークを通じた加工条件の収集は比較的実現可能であるが、最も重要な課題はワークの状態を正確に収集する方法であり、カメラやセンサーの性能、さらに照明の当て方やワークの材質・形状による反射特性の違いなどが問題となる。これに関しては多くの企業がすでに取り組んでいるため、フィードバックが可能になれば、AI活用は充分に対応可能である。
【出典】第3回フォーラム 田野委員 発表資料より引用
(2)新構造化手法導入へのインストラクション
第3章 3.2項で紹介した暗黙知可視化の新構造手法を用いて、この課題に取り組むこととし、(株)LIGHTzの雲宝氏を現地に招き、2回のインストラクションを行った。
事前準備のタスクフローにより、可視化対象の選定を行った。
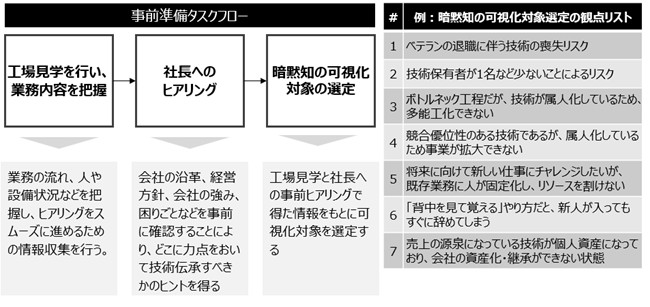
図4-5:暗黙知可視化対象の選定手順
【出典】第5回 講師 (株) LIGHTz雲宝 氏 発表資料より抜粋
(3)テーマの変更
当初設定した「メタルエステにAIを搭載し、画像認識による加工条件出し」は画像検知等の自動化によって顧客価値を高める狙いもあるが、画像領域は外部製品を使う話になりやすく、自社ノウハウを生かす観点から、今回の可視化対象範囲は、「自社製バリ取り機の加工条件設定ノウハウ」とした。
現状の課題は、標準条件が存在するものの、実際には顧客の要求品質や個別事情に応じて、エンジニアが標準条件を微調整して運用している点にある。この微調整の方向性が属人的な暗黙知になっているため、微調整の方法を可視化し、標準条件設定をブラッシュアップすることを目的及び対象範囲の切り方とした。
この課題は、前節の【4.3 情報の体系化】、【4.4 体系化された情報の活用】で使うデータの整理として有効であるため、一連の課題とする。
(4)2つのテンプレート作成
加工条件最適化のための情報を整理するために、「作業手順書―(マイナス)」と「コツの文書化」テンプレートを使い、整理を進める。
①「作業手順書―(マイナス)」フォーマット
手順のテンプレートは、手順を階層立てして可視化し、まずはどこにコツがあるかの丸付けから行う設計である。テンプレート名に「マイナス」を用いているのは、いきなり完成を目指すのではなく、複数人でコミュニケーションを取りながら埋めていくことで社内コミュニケーションを活性化し、順番に可視化を進めることを重視しているためであり、中小製造業にとっては、100%の完成を最初から目指さない方が取り組みやすいという意図である。
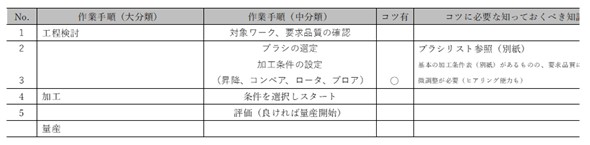
図4-6:作業手順書―(マイナス) (株)エステーリンク 作成
【出典】第5回 講師 (株) LIGHTz雲宝 氏 発表資料より抜粋
②「コツの文書化」フォーマット
技術の見える化というと、条件に応じて使う早見表を最後に作成する例が多いが、早見表だけでは応用が利きにくく、「なぜその結論に至ったのか」という途中の要因を残すことが重要である。
応用を利かせるためには、その条件に至った理由や背景を残すことが重要であり、当該コツの目的を明記すること、コツがトレードオフ関係にある場合の注意点を記載することが必要である。
例えば品質を重視しすぎると加工効率が落ちる等、ベテランがどこを落としどころとしているかを示すべきである。
また、判断基準が最も重要であるが、判断基準をいきなり聞くのではなく、まずベテランがどのような情報をインプットし、最終的に何を意思決定しているかを明確化し、そのうえで間を埋めていく進め方が重要である。
➂「コツの文書化」実践例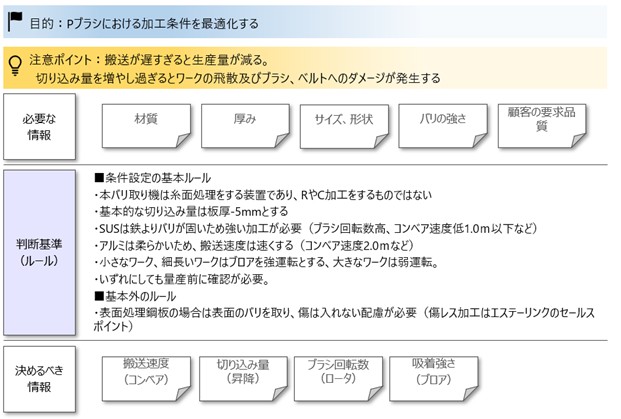
図4-7:コツの文書化 (株)エステーリンク 作成
【出典】第5回 講師 (株) LIGHTz雲宝 氏 発表資料より抜粋
④可視化した暗黙知の活用目的を設定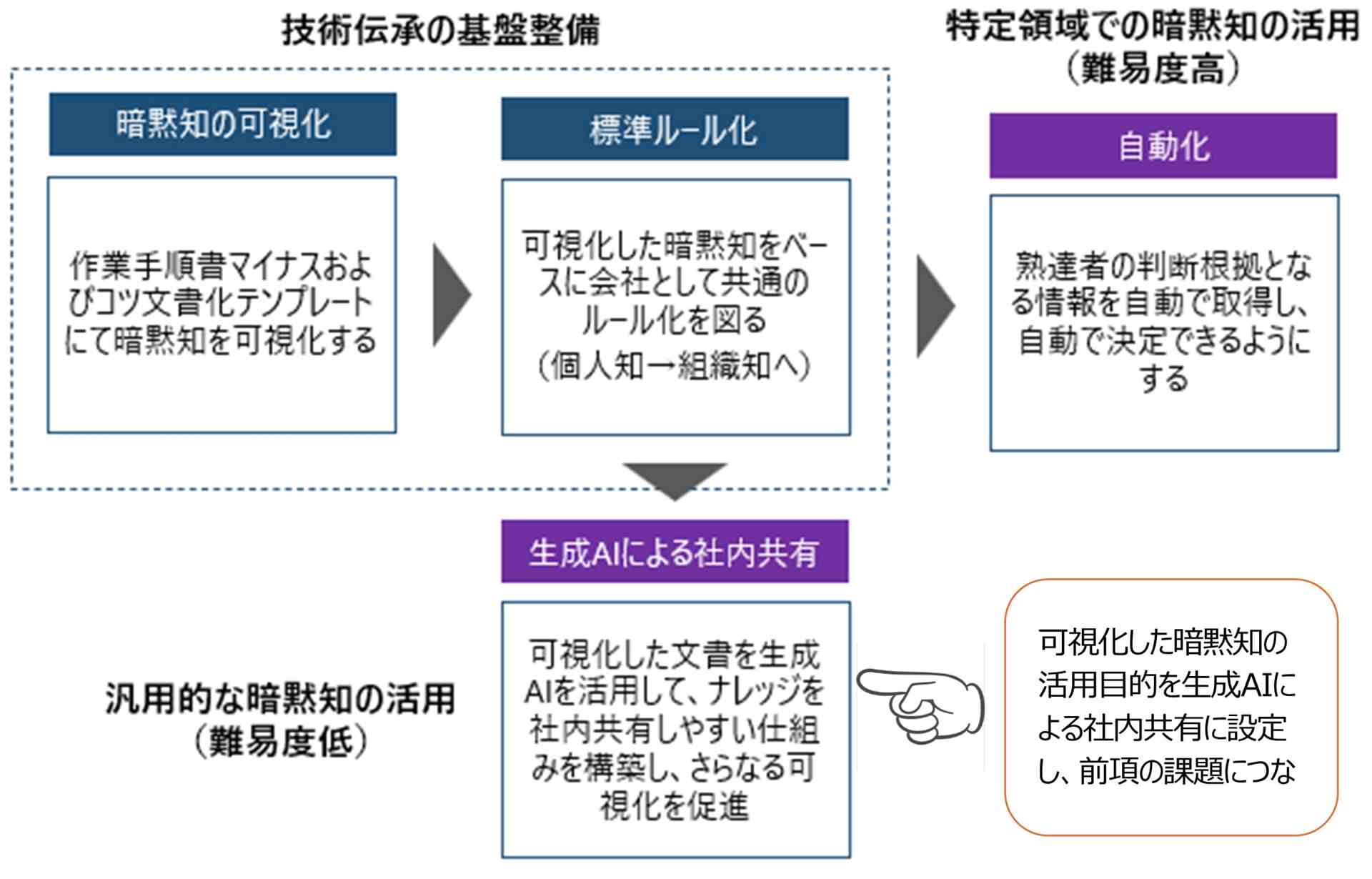
図4-8:可視化した暗黙知の活用目的
【出典】第5回 講師 (株) LIGHTz雲宝 氏 発表資料より抜粋
(5)判断基準の深堀り
2つのテンプレートにより、重要なスキルは記載されているが、目指すところが「条件セット自動化」である以上、人が見て分かるだけでなく、機械が読み取れる形にする必要がある。
そこで、判断基準をさらに論理化し、パターン化するため、その場でヒアリングしながら一緒にワークを行い、判断基準をより細かく分解し、自動化に近づける作業を実施した。
①材質の特性
硬度の高い・低いという区分は最終的に、どの程度以上を硬いとみなすかを定量化していく必要がある。硬い場合にどうするかという思考では、ブラシを当てる回転数の調整が必要になり、その結果として搬送速度を遅くするという最終アクションに結び付く。このときの速度基準も定量化できれば、システムが読み取れるようになり、自動化に近づく。
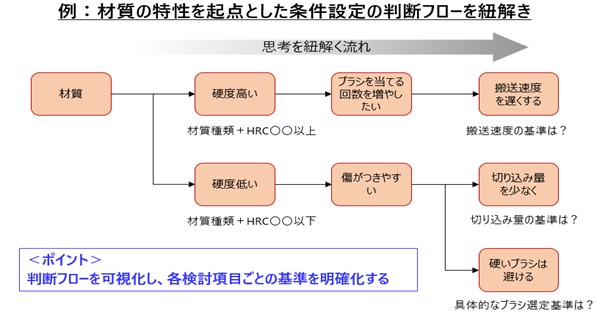
図4-9:材質の特性による判断基準の詳細化
【出典】第5回 講師 (株) LIGHTz雲宝 氏 発表資料より抜粋
②ゴール側からの逆算
ベテランは「ブラシの回転数を上げる・下げる」という結果をすぐに出せる一方で、そこに至る思考プロセスが言語化されないことがある。そこで結果から逆算して上流へ分解する形で整理した。具体的には、ワークの厚みが大きい、ブラシサイズが小さいといった要因から思考フローを分解し、最終的なブラシ回転数の上下に紐付ける整理を行った。
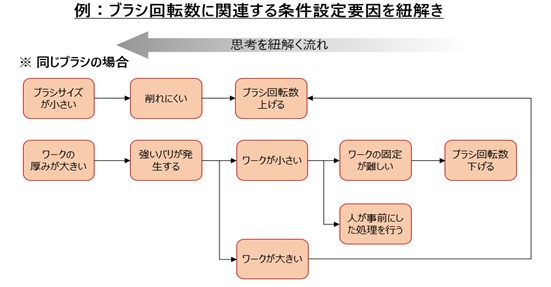
図4-10:結果から逆算した判断基準の詳細化
【出典】第5回 講師 (株) LIGHTz雲宝 氏 発表資料より抜粋
(6)取組の感想 (株)エステーリンク 齋藤委員
情報を引き出しながら、初級編という位置づけで進めてきたが、踏み込んだ話までしてもらった。Notebook LMに携わり始めたプロジェクト開始当初から、よちよち歩きで進めてきた内容に対しても、踏み込んだ形で整理できた。
(株)LIGHTz様で現在開発中のAIシステムにモニターとして参加し、10月のJIMTOF(日本国際工作機械見本市)にて一定の形を披露したい。
4.6 デジタル化への親近感醸成【目指す姿のイメージ共有】(株)阿部工業
現在の課題感 As is
‐ 2010年から生産管理のデジタル化を進め、社員全員がタブレットでの生産情報管理を行っている。(詳しくは5.1で紹介)
‐ システムは社内SEが制作し、順調に運用が進んでいるが、今後さらに進化させ、DXに向かうためには管理者側と現場との温度差を感じており、そこを改善したい。
‐ 生産現場では「便利なものは使う」が「改善までは手が回らない」。
取組テーマ To be
‐「共通目標ツリー」の活用により、意識改革を進めることができる。
(1)専門家からの提言
‐ 共通目標ツリーによる意識改革
‐ 社内で議論し、共通目標ツリーの一歩手前の「イメージを共有する動画」制作へ
図4-11:共通目標ツリー イメージ図
【出典】第3回 石井委員 発表資料より抜粋
① 共通目標ツリー:(独)中小企業基盤整備機構 石井委員 発表資料より
新しい目標に進む際に、本来経営層と現場は密接に連携して経営と業務が進むことが望ましいが、実際には「管理されているのではないか」というネガティブな印象が生じたり、「会議が報告で終わり、改善につながらない」という課題がある。
こうした断絶を解消するために共通目標ツリーの活用を提言する。
‐ 現場マネジメントがうまく機能しない原因を突き詰めると、部門長と現場の間のコミュニケーションが不十分であることが多いため、部門長と部下が同じ指標を共有し、その指標に向かって業務を遂行することで、望ましい流れが構築される。
‐ 共通目標ツリーは目的から手段へと段階的に落としていくことが本質であり、ツリー構造でいえば、最上位から下位へと展開し、根拠と手段が結びつくイメージであり、このアプローチを運用するためには、経営計画が基礎として必要である。
‐ 目標管理において、日報や報告が手間に感じられるが、それを手間として感じさせないために、現場目標を明確に把握することが不可欠である。経営と現場のコミュニケーションが取りやすくなれば、指標を作成すること自体が目的化するのではなく、指標作成の過程で業務プロセスが明確化され、仕組みや業務の見える化までたどり着ける。指標は作って終わりではなく、運用と改善のサイクルを回して実効性を担保することが重要である。
② 共通目標ツリー導入の効果
‐ 共通言語の確立
‐ 改善機能の実現
‐ 部門間連携
‐ 改善の加速
‐ 文化の定着
(2)DXイメージを共有する動画制作
口頭説明や精神論、パワーポイント等だけでは伝わりきらない。どれだけイメージを全社員で共有できるかが、同じ方向に向くためのポイントであり、視覚と聴覚の両方から入るようにするため、社内で動画を作成し、「目指すべき工場」の姿を示した。動画は社内で制作しているが、目的は費用削減でなく、社内の技術習得が狙いである。
阿部工業の生産工程のデジタル化については、第5章 5.1に詳細に説明する。
①VPSSを使った見積りシステム
当社システムと社外(顧客)システムをバーチャルプロダクトシミュレーションシステム(VPSS)でつなぎ、受領したCADデータから加工可否及び蓄積してきた加工データから見積タクトタイムを自働算出する。
金型等に修正が必要な場合はRPAにより、自動で取引先へ修正依頼が送信される。

図4-12:見積システムの画面イメージ
【出典】第5回 阿部委員 発表資料より抜粋
②生産現場のDX
受注情報はRPAにより現場に展開され、社内納期が自動で振り分けられ、各自のタブレットに配信され、段取り時間や加工時間はタブレットから入力され、実績を集計していく。「ココに時間がかかった」といった試作段階での検証情報は、音声記録からAI解析を経て、次のデータとして反映する。
大手工作機械やシステム企業の、単に「できる・できない」を判断するシステムと違い、保有設備を工夫し、改造を含めてより良い製品として成立させる方法を取り込み、実証を進める点がポイント。

図4-12:「目指すべき工場」動画の一部
【出典】第5回 阿部委員 発表資料より抜粋
③生産向上育成計画
加工時間は、経験・能力によりバラつきがあり、最も早く加工できた者を基準とし、1.5倍かかかった者は黄色、2倍かかった者は赤等で結果を表記する。
色が変わっている作業者に対し、「どの部分を教えるか」を詳細に切り分けて教育し、現場のラグを減らして、ボトムアップを図るところまで一連のシステムとする。
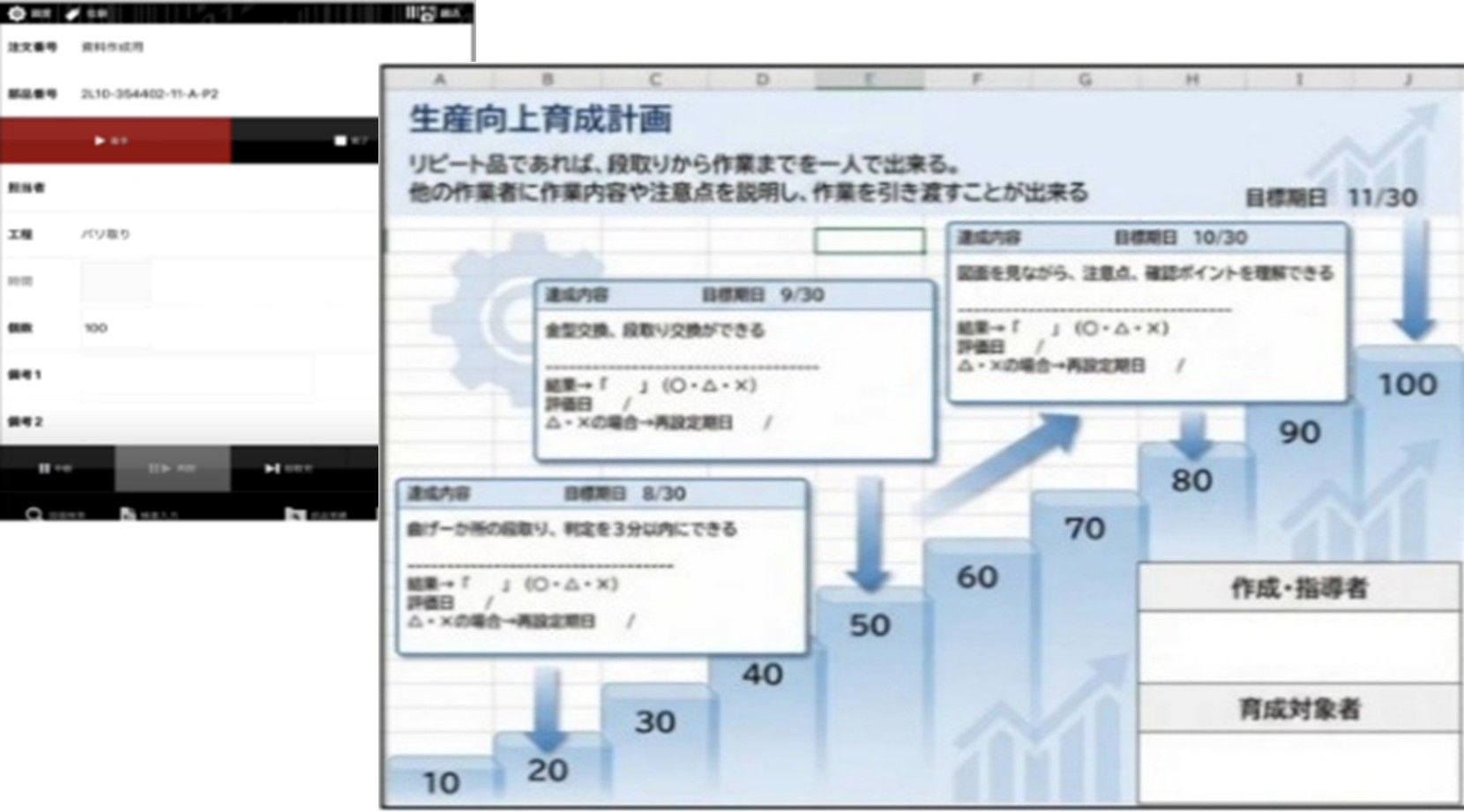
図4-13:生産向上育成計画の画面
【出典】第5回 阿部委員 発表資料より抜粋
(3)地域への展開
フォーラム内の議論で「外販の可能性もあるのでは」との声が出たが、阿部委員は「当地域の分業体制において、さらに進化した連携・取組ができれば、地域性をより活かせると考え、自社システムの一部でも活用できる部分があれば、公開していきたい」と述べた。
第5章 燕市内企業のデジタル技術事例紹介
第 4 章で紹介した本フォーラムでの取組の他、すでに成果が出ている地域の事例を紹介する。
5.1 生産工程の完全デジタル化:(株)阿部工業
(1)デジタル化へ舵を切る:阿部社長ヒアリング(その1)
リーマンショック直後の2010年頃、必死の営業で顧客や受注品目が増えていく中、一方で人材確保が難しくなっていく懸念を感じていました。「一個いくら」という受託加工の工場で、どうやって生産性を高めていくかを徹底して考えた結果、「世の中に出てきた便利なツール」をどんどん使おうということで、まずは汎用型の生産管理システムを導入しました。
アナログな人海戦術でやるデータ収集とデジタルを駆使した収集とでは、意思決定のスピードにおいて歴然とした差が生まれることを実感し、本気で取組を進めています。
(2)現場DXの基盤「情報の見える化」とタブレット活用
(株)アマダの生産管理システム「WILL」を導入し、熟練のノウハウを含む社内情報を「標準化」することで、高度な「見える化」の基盤を構築した。 このシステムを最大限に活かすため、全社員にタブレットを貸与し、情報の確認から実績登録までをデジタルで完結させ、ペーパーレス化と現場業務の効率化を同時に実現した。
図5-1:(株)阿部工業 生産管理システム イメージ図①
【出典】(株)阿部工業より提供
現場作業者は、図面や指示書の確認から日々の進捗登録まですべてを手元で完結するのが、阿部工業の現場業務デジタル化。
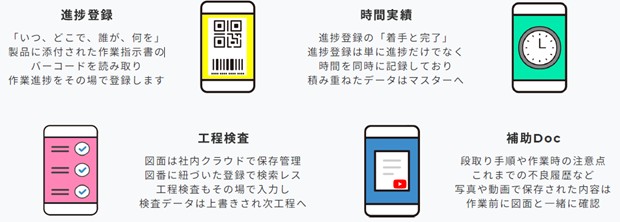
図5-2:(株)阿部工業 生産管理システム イメージ図②
【出典】(株)阿部工業より提供
独自開発①「社内ポータルサイトABE PORTAL」
生産予定や品質状況、各種マニュアルといった基幹システム外で作成された情報は連携されない「情報のサイロ化」という課題に対し、社員が働く上で必要な情報をその場で確認できる社内ポータルサイト「ABE PORTAL」を作成。
これまでバラバラだった全ての情報の入り口をこのポータルに一本化。使うアプリを最小限に抑え、必要な情報へ誰もが即座に辿り着ける環境を整備。
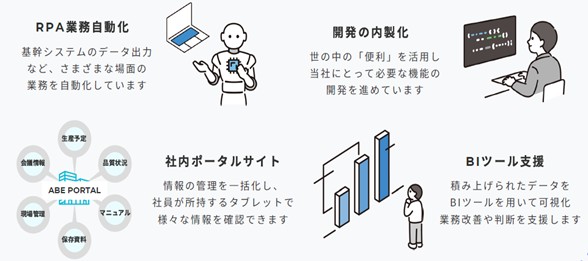
図5-3:(株)阿部工業 社内ポータルサイト ABE PORTALイメージ図
【出典】(株)阿部工業より提供
独自開発②「生産スケジュールアシストシステム」
基幹システムにあるシステムや機能だけでは解決できない課題に対して、各案件の生産状況や当社特有のノウハウに基づき、「本当に優先すべき作業は何か」を自動で算出するシステムを自社で開発。
‐ BIツールで完全に可視化され、誰もが同じ基準で最も重要な作業から着手できる環境を構築。
‐ 日々の生産状況で変動していく最新の情報へ更新は、RPAを活用した時間毎の自動更新。
(3)DXのこれから:阿部社長ヒアリング(その2)
デジタル化の取組によって、意思決定のスピードが飛躍的に変わってくること自体がDXだと認識しています。日進月歩で進化するこのデジタル技術を自社の努力だけでなく、外部の協力を得ながらドンドン進めていきたいと考えるとともに、人間にしかできない業務とAIでできる業務を切り分けることで、人とデジタルの協働を通して、我々にしかできない技術の追求を進めていきます。
今、参入に挑戦している航空宇宙分野において、これまでなら品質・製造管理の安定にはかなりの時間がかかるとされていましたが、合格ラインのバラつきを真ん中に安定させていくということもDXで進め、1日も早い達成を目指しています。
今後も限られた時間や人の中で選ばれる企業であり続けるために、より便利なデジタル技術の誕生を楽しみにしながら、それらを自社の強みに繋げる仕組みを考え続けます。
①現在の課題:【4.6 デジタルへの親近感醸成【目指す姿のイメージ共有】(株)阿部工業】を参照
②外部人材活用:【6.5 大学生インターンシップの活用【つばめ産学協創スクエア】】を参照
5.2 品質の数値化によるDX(残留油分測定):(有)本間産業
金属製品の受託洗浄企業が品質・環境対策をきっかけに進めた「残留油分測定」という、品質を数値化することによる新たなビジネスモデルを構築した。
同社は1981年、金属洋食器製造を目的に創業し、プラザ合意による超円高を受けて、受託洗浄処理に特化した。現在社員数は12名である。

図5-4:(有)本間産業 外観
【出典】(有)本間産業ホームページ
(1)炭化水素洗浄へのチャレンジ(環境負荷の低減要求から)
2000年代初頭まで、本間産業はトリクロロエチレンを主溶剤として洗浄処理を行っていたが、トリクロロエチレンは研磨剤の除去や脱脂性能に優れる一方、臭気や作業環境への影響があり、将来的な条例・法規制の強化や使用制限といった懸念を抱えていた。
社員の健康や社外環境への配慮に加え、「自動車部品や精密機器部品の洗浄において、トリクロロエチレンでは依頼できない」という取引先の声を受けたことから炭化水素洗浄機の導入を検討した。
当初は明確なオーダーが無い状況での挑戦であったが、社会情勢の変化にも合致するよう、環境に配慮したものづくりへと少しずつ舵を切り、まずはレンタル機から段階的に導入を進め、顧客の反応や自社のノウハウ蓄積を踏まえながら、本格的な設備投資へと移行していった。

図5-5:5槽式炭化水素洗浄機
【出典】(有)本間産業ホームページ
(2)品質・環境対策の強化(TSO→ISO9001→ISO14001)
炭化水素洗浄への挑戦と並行して、品質や環境への向き合い方そのものを見直してきたが、その第一段階として2013年、2年前にスタートした燕市ものづくり品質管理制度TSOの認証を取得。当初は「洗浄業にそこまでの管理が必要なのか」「価格を下げた方が受注につながるのではないか」という意識もあったが、展示会や県外企業との接点を通じ、工程管理やトレーサビリティを重視する市場の存在を強く意識するようになった。
TSOで受注から出荷までの管理の仕組みを整えた後、自動車関連企業との取引を見据え、2018年には、ISO9001(品質マネジメントシステム)の認証を取得し、さらに2022年には「攻めの品質管理戦略」として、トリクロロエチレンを扱う事業所では極めて珍しいISO14001(環境マネジメントシステム)の認証も取得した。
「洗浄専門の事業所で2種類の洗浄ラインを備え、品質と環境マネジメントの認証を取得することが他にはない強みになる」との経営戦略であった。
(3)数値化(デジタル化)による品質管理
品質・環境マネジメントの認証取得を武器に、新規取引先を求めて展示会等に出展する中で、洗浄工程が「単に洗う」工程ではなく、「品質を求められる工程」であることを認識している。
従来の洗浄品質は外観検査や経験則によって判断され、調理器具を主とした地元メーカーとの取引では大きな問題が起こることは少なかった。しかし展示会や新規取引の場では、「本当に洗えているのか」「その状態は再現できるのか」といった問いが必ず投げかけられ、「感覚」や「実績」だけでは十分に説明できない場面が増えていった。
こうした背景の中、洗浄総合展で分析装置のブースに目が留まったことをきっかけに、2020年に洗浄後の残留油分を測定する装置を導入。洗浄結果を数値として提示できるようになったことで、品質に関する説得力が向上し、営業力強化にもつながった。
社内での数値化成果の例~洗浄液安定剤の最適化
当社の工程内でも、数値管理をすることで、コスト削減と信頼性の向上につながった事例がある。
トリクロロエチレン洗浄液の管理において、洗浄の繰り返しにより加工油が溶け込み、洗浄液のpHが低下すると洗浄不良の原因となるため「安定剤」を投入するが、以前はベテラン技術者である先代社長が、経験とカンで投入していた。
「安定剤」は高価であり、処理コストに大きな影響を及ぼすとともに、過剰投入は製品の表面を侵し、不良を引き起こしてしまう。
そこで、pH測定器を導入し、毎朝pHを測定・記録する取組を実施した結果、必要量を見極めた安定剤の投入が可能となり、コストに直結する使用量の低減とともに洗浄品質の安定化が実現した。さらにpHの記録は、品質クレーム発生時に「同条件で管理していた」ことを説明する根拠となり、自社を守る武器としても機能している。
(4)新たなビジネスモデルの開発 ~残留油分測定サービス~
洗浄品質を証明するために残留油分測定装置を導入したが、当初は新規取引におけるテスト洗浄時の補助的なサービスとして位置づけられていた。洗浄結果を数値で示すことで取引先に安心感を与え、受注につなげることが主な狙いであった。
しかし、運用を進める中で、「洗浄後に各ロットから測定を行ってほしい」という声や「洗浄は自社で行うため、測定だけを依頼したい」「洗浄方法の違いによる残留油分の測定をしてほしい」というオーダーが相次ぎ、単なる洗浄処理を超えた新たな技術ニーズが存在することが明らかとなり、「洗浄工程の数値化」が、これまで見えなかった新しい価値として「残留油分測定」という新たなビジネスモデルの構築につながった。導入から約5年が経過し、さらに高度な測定を可能とするためクリーンルーム設置や専門コンサルティング企業との連携を進めることで、現在では測定業務が一定の需要を持つ事業として定着しつつある。
本事例は、技術のデジタル化が、業務の効率化にとどまらず、新たなビジネスモデルを生み出す可能性を示している。
5.3 金属研磨ロボットの運用からAIによる外観検査まで:(有)RK
金属製品の研磨加工有業(有)RK(小林久芳社長)は、10台の産業用ロボットで複数の加工ラインを運用し、研磨の自動化を進めるとともに、自社でシステム構築・外販も行う。
(1)金属研磨業の現状
燕地域の特色である食器や調理器具を中心とした金属製品の製造において、最終工程で表面を美しく処理する「バフ研磨」が必須の工程であり、燕地域の産業発展と共に、研磨を担う多くの自営業者が生まれた。しかし研磨時は加工音が大きく、粉じんが生じて、回転式の研磨機に手指を巻き込まれる危険もある。きつい、汚い、危険のいわゆる「3K」の仕事のため、業界全体としては若い人材が入りにくく、人手不足で廃業する事業所も多く、研磨加工業はこの30年ほどで9割以上が廃業した。
(2)現状打破への取組
研磨加工は、金属製品面に光沢を出すなど、要求される加工品質の水準が高いこともあり、一般的に研磨加工の自動化は難しいとされ、豊富な経験を持つ職人頼みの生産現場が今でも多い。結果として燕地域に限らず全国的に業界全体では職人の高齢化が進んでいる。
反対に、現存する企業の仕事量は手が回らないほどに増えている中で「若手の人材不足と現存企業の仕事の多さ。いずれにしても、自動化は避けられない。技術や知見を持つ職人が現役のうちに研磨加工の自動化を進めなければ、業界が立ち行かなくなる」との危機感からロボットによる研磨の自動化に取り組む。
(3)生産現場の様子:チタンマグの2工程連続研磨
2工程の外面研磨を2台のロボットが、自動で受け渡ししながら、研磨処理を完全自動で行う。
経験を積んだベテラン作業者であれば、1,000ケ/日の研磨をこなす作業が、ロボット研磨では600ケ/日の処理数であるが、製品自体に異常が無い限り、常に一定品質を保つ。
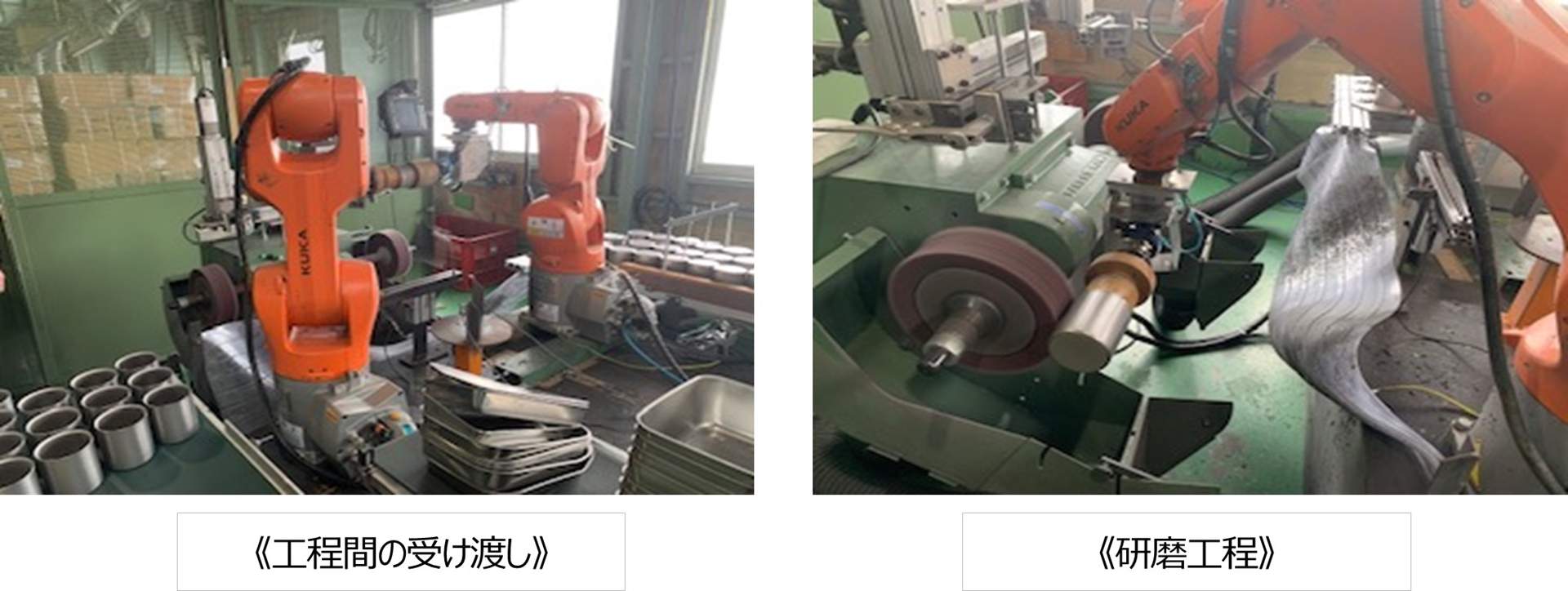
図5-6:(有)RK 自動研磨機
【出典】(有)RKより提供
(4)ロボット化を実現した3つの要素
小林社長は「ロボットだけで研磨加工を完結させるには、《研磨を知る職人の知見》《システム構築する社内人材》《高性能なロボット》という3つの要素が欠かせなかった」と話す。
高性能なロボットだけで、研磨加工を自動化できるわけではなく、周辺機器や動作プログラムの工夫も必要となるが、2022年にシステム構築を手掛ける野上取締役が設備機器メーカーから転職して加わり、小林社長や社内の職人から意見を聞き、ワークの動かし方などを生産現場で試行錯誤しながら検証できる体制となった。
「職人の動きをロボットで真似ただけでは、研磨加工を自動化できない。技術や経験を持つ職人の近くにロボットの勘所を知る野上取締役がいる体制だから、複数のロボットシステムを立ち上げられた。」
さらに、今では研磨加工の職人がロボットのティーチング作業をこなせるようになってきた。小林社長は「野上取締役の仕事ぶりを見て、現場の職人がロボットに関心を持った。反対に野上取締役も研磨加工のコツを理解してきた。良い循環が始まった」と話す。
(5)安定した研磨剤の塗布
研磨工程の合間に研磨剤(バフ粉)を自働で塗布する機能を持つ。
工程に従い、ロボットが研磨剤の状態を積算し、信号を出して、安定した研磨剤の塗布を行う。
これにより、品質の安定はもちろん、研磨剤の消費量も1/10以下に抑えられ、その後の洗浄工程における負荷も削減することができている。
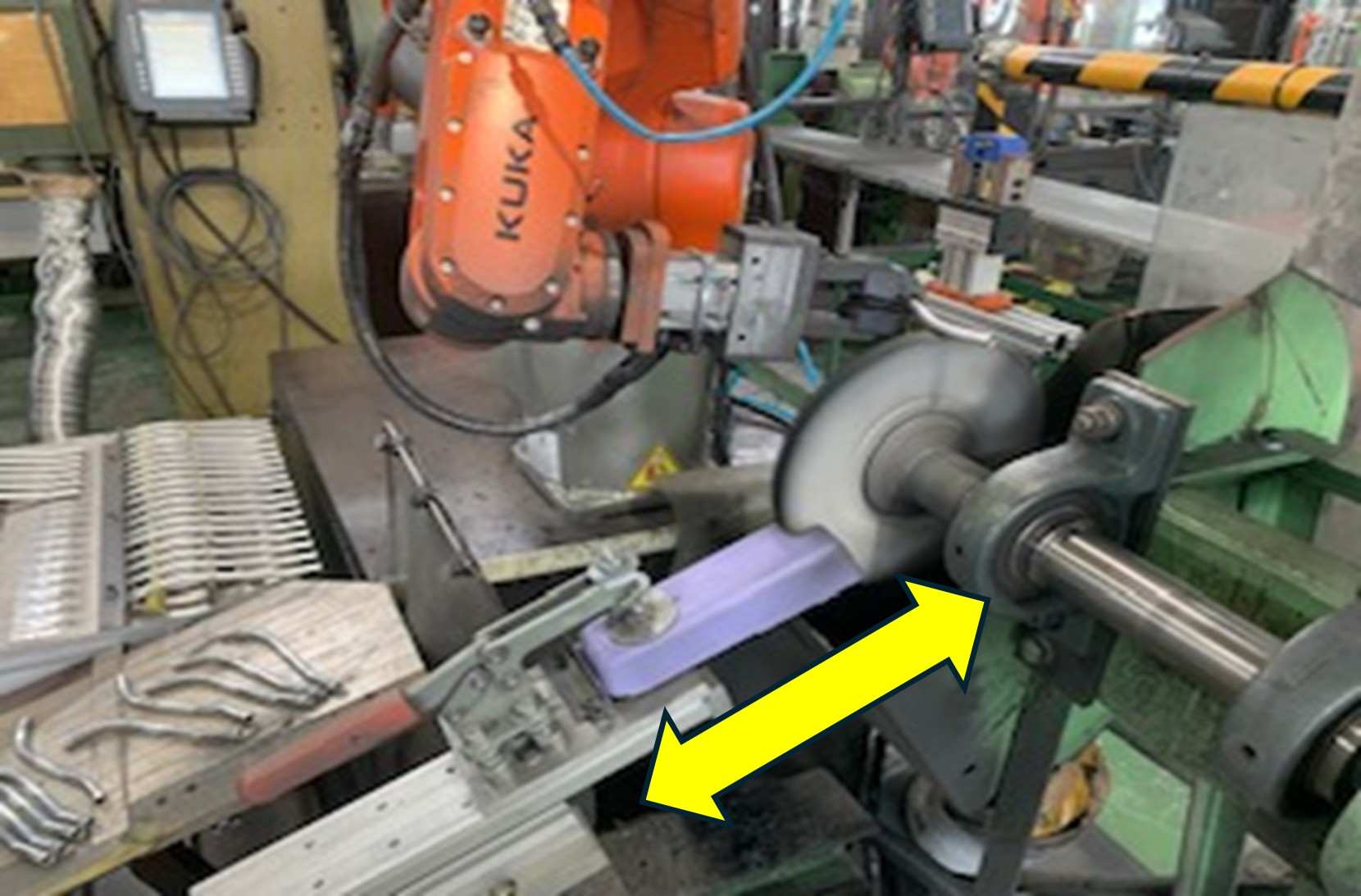
図5-7:自動で研磨剤を塗布する様子
【出典】(有)RKより提供
(6)AIの外観検査で追加工まで
現在、同社で開発しているのが、人工知能(AI)を使った外観検査システムであり、研磨加工の協働型ロボットと組み合わせて、一連の生産ラインとして使う。ロボットが研磨加工をした後、すぐに外観検査を行い、良品であれば、次工程に送る。不良品であれば、その場で追加工する。
「研磨は加工だけでなく、品質保証も知見がいる。職人は目で見て、研磨し足りないところをその場で追加工する。ここまでを自動化したい」(小林社長)。
(7)研磨業界の未来へ
最近では、研磨加工の自動化システムを市内企業2社や全国に向けて、外部に販売し始めた。小林社長は「仕事量が多くて困っている同業がいたら、自動化を進めた我が社で仕事を受けたい。人手がいなくて困っているなら、自動化の相談にも乗る。我が社だけでなく、研磨加工の業界全体の課題を解決していきたい」と意気込む。
参考資料:(株)ニュースダイジェスト社 「ロボットダイジェスト」2024年5月1日公開
第6章 燕地域でのデジタル化推進戦略
6.1 データを競争力として活用した新たな「稼ぐ力」
両利きの経営の観点では、現有の強みを進化・深化させる方向性と、そこから新たなものを見つけ出す方向性の二つが必要である。多くの企業が事業を拡大できるか、あるいはうまくいかなくなるかの分かれ目はこの点にある。
データの活用、すなわちデジタル化のメリットによって、こうした判断や精度を高め、稼ぐ力をどう高めるかについて考えていく必要がある。
【新たな稼ぐ力に結びつける可能性の例】
データや記録を整理してモノや文書を探す時間、手間のムダ削減
‐ 管理工数の削減
‐ 削減した100%が収益
勤怠管理などのバックオフィスのデジタル化
‐ 社内の意識改革
‐ 採用活動のアップデ―ト
作業データの見える化による過剰品質の解消
‐ エネルギ、材料の削減
‐ 検品の簡略化
作業データの見える化による品質の安定
‐ 不良の削減
‐ 顧客満足度の向上
作業データの見える化による見積、納期回答のスピードUP
‐ 営業品質(競争力)の向上
‐ 顧客満足度の向上
作業手順(暗黙知)の見える化による技術継承
‐ 人材の早期戦力化
‐ 生産能力の安定
作業手順(暗黙知)の見える化による手順見直し
‐ 工程設計の簡素化
‐ 金型、治工具の改良
クレーム、問合せのデータ整理による実情把握
‐ 製品品質の向上→製品改良
‐ 開発力の向上→新製品開発
品質の数値化による新サービスの提供
‐ 新規顧客開拓
‐ 売上拡大
クレーム、問合せのデータ整理による実情把握
‐ 対応窓口のレベルアップ
‐ 対応窓口のストレス削減
データに基づく適正価格提示力の強化(価格競争から根拠ある価格提示へ)
‐ 粗利益率改善
受注・原価データの見える化による高付加価値案件の発掘
‐ 高付加価値案件=自社の強みの発掘
自社で開発したデジタル技術の外販
‐ 新規顧客開拓
‐ 売上拡大
トレーサビリティの高度化による信頼性の向上
‐ 高付加価値市場への参入
‐ 「信頼」で選ばれる企業へ
6.2 DX認定制度の活用
DXに取り組む事自体に「稼ぐ力」が育まれるツール例として、DX認定制度が挙げられる。
DX認定制度は、デジタル技術による社会変革に対して経営者に求められる事項を取りまとめた「デジタルガバナンス・コード」に対応し、DX推進の準備が整っていると認められた企業を国が認定する制度である。
認定事業者は「企業がデジタルによって自らのビジネスを変革する準備ができている状態」とされ、自社をアピールしたり、公的な支援措置を受けたりすることができる。「DX認定」取得支援は県産業労働部及びNICO(にいがた産業創造機構)で実施している。
【DX認定取得のメリット】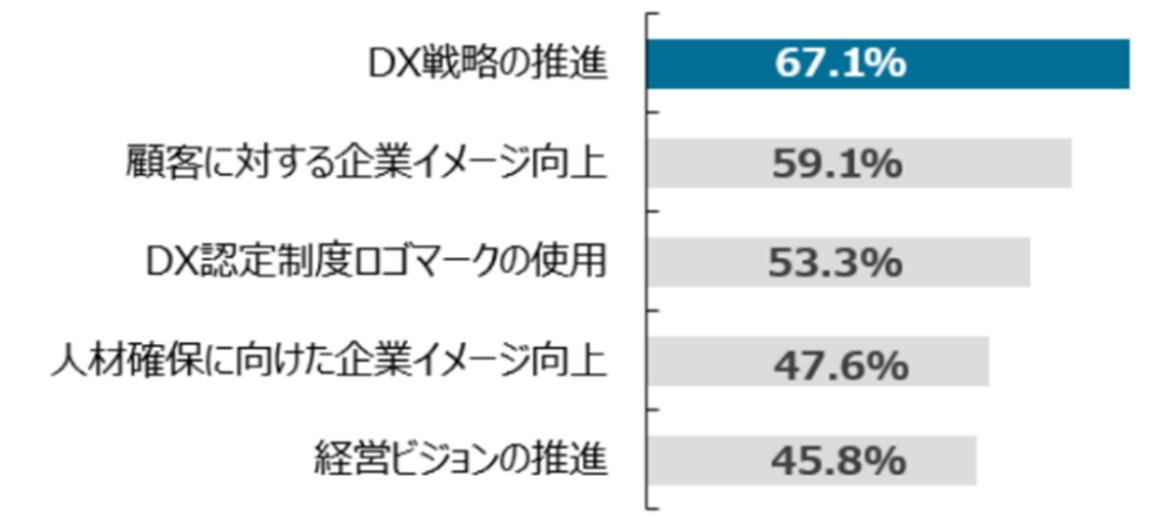
図6-1:DX認定制度の認定事業者に対するアンケート結果
【出典】経済産業省 DX認定制度サイト
‐ DX認定を取得するためのプロセスは、自社を見直す大変良い機会になった
‐ 経営陣との対話の機会を多く得られ、経営方針の決定に役立った
‐ 新規営業において、お客様からの反応が良くなり、売り上げ増につながった
‐ デジタル人材の応募が増え、実際に人材確保につながった
【燕市内のDX認定取得企業(取得日順)】
‐ (株)ユーティエス
‐ (株)ほしゆう
‐ (株)阿部工業
‐ ツバメロジス(株)
‐ (株)東陽理化学研究所
‐ (株)ゴトウ熔接
6.3 AI時代にデジタル化を担う人材とは
中小企業がデジタル技術を導入する際の「人材がいない」「誰に相談していいかわからない」という課題に対して活用可能な対策について、以下の6.3~6.6 で紹介する。
(1)本フォーラムでの人材に関する議論
‐ 10年前は作る人中心だったが、今の時代は生成AIでかなりのことができるので、やりたいことやビジョン、さらにはそれを運用する際のモチベーションが重要になっている。デジタル化を進める視点が変わってきている感じがする。
‐ 今はチャットGPTのような大規模言語モデルがあるので、いろんなデータをどんどん取って、コンピュータに任せることで分析までできる。工夫がいるのは、AIにどうやって指示するかの部分で勉強や工夫がいる。
‐ 会社にとって必要なのは、「作る人」から「やりたい事を決める人」に変化している。
(2)AI時代における人材育成の肝
~AIがすぐに回答を出す時代に重要な要因マネジメント能力~
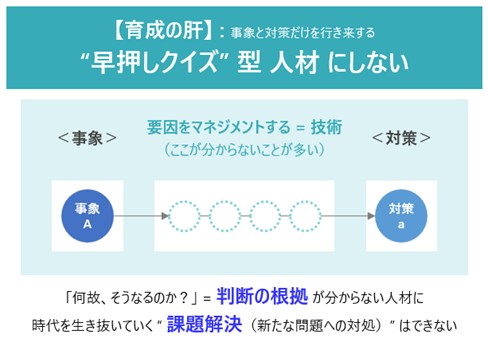
図6-2:AI時代における人材育成の肝
【出典】第5回 講師 (株) LIGHTz雲宝 氏 発表資料より抜粋
【参考】人材開発支援助成金(厚生労働省)の活用
‐ 事業主等が雇用する労働者に対して、職務に関連した専門的な知識及び技能を習得させるための職業訓練等を計画に沿って実施した場合等に、訓練経費や訓練期間中の賃金の一部等を助成する制度。
‐ 事業展開等リスキリング支援コース (事業展開やDX・GXに伴い新たな分野で必要となる知識や技能を習得させるための訓練)は助成率75%。
‐ 本助成金の対象となる支援プログラムは、各種団体やIT企業において用意されている。
6.4 伴走支援の有効性と制度紹介
(1)伴走支援の有効性
外部の旗振り役に協力してもらい、月に1度か2度来訪してもらい、前回の宿題や課題を確認して、次回までに実行するという仕組みが推進力になる。継続的な関与がないとプロジェクトが頓挫する事例を多数確認している。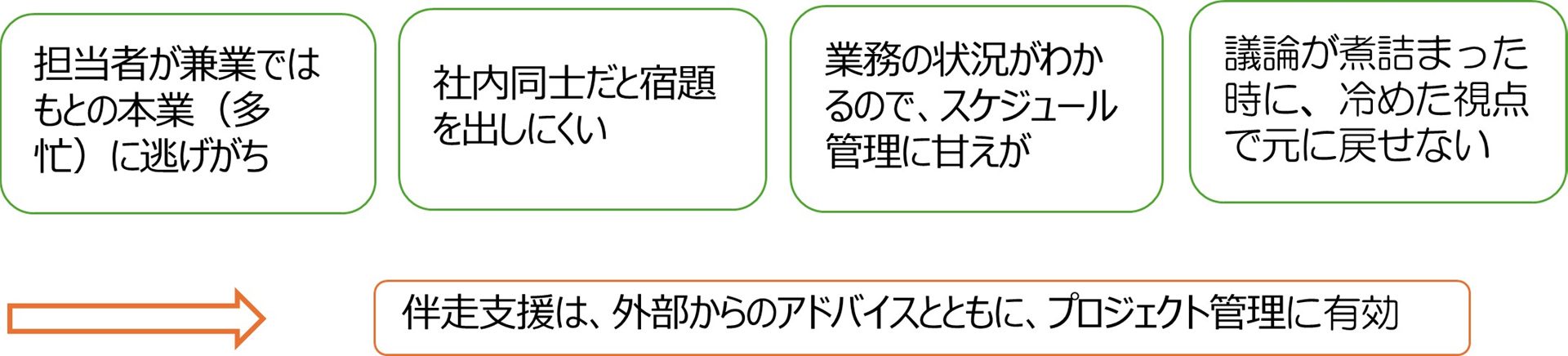
(2)伴走支援の例
①中小機構 ハンズオン支援(専門家派遣)
‐ 経営課題の解決に取り組む中小企業・小規模事業者を対象に、4か月から1年程度、月に2回、豊富な経験と実績を持つ専門家を派遣し、アドバイスを実施。
‐ 費用は派遣1回あたり17,500円で、専門家派遣に係る交通費や宿泊費は機構にて負担。
‐ DX支援の例は、業務フローの見直し、システム化構想の策定、基幹システムの構築、ITサービスの活用、セキュリティの強化 等
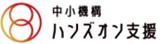
図6-3:中小機構 ハンズオン支援ロゴ
【出典】中小企企業基盤整備機構 ハンズオン支援サイト
②中小機構 ハンズオン支援を活用した事例((株)エキスパートギグ 関連会社)
「成長企業伴走支援制度」(100億円宣言をした企業対象)を、栃木県よろず支援拠点からの提案を受け、中小機構ハンズオン支援を活用申請した。
③具体例な支援対象は「業務・システムの現状把握とTo be業務像の整理」。
i) 支援目標:
‐ 現行業務・システムの実態把握と部門間の業務フロー可視化
‐ 原価管理・負荷予測等の観点を踏まえたTo be業務像の初期整理 等
ii) 主な支援内容:
‐ システム構成(WRS、WPM、EXGCA、WAE2等)と現行運用の実態把握
‐ 手入力・属人処理・非連携ポイントを含むAs is業務フロー図の作成 等
(3)地域のデジタル化推進に向けた提案
企業が自ら伴走支援制度を探して求めるにはハードルが高く、これまでは仲介する支援機関も「待ち」の姿勢であった。今後は地域の推進機関が能動的に地域企業に対し、電話等でアプローチを行い、経営・DX課題を掘り起こし、課題仮説を整理し、専門家派遣につながる案件を創出することも重要である。派遣事業の実効性と活用率向上を目的とする専門家派遣先開拓事業を創設することも一案。
6.5 大学生インターンシップの活用【つばめ産学協創スクエア】
未来を担う人材確保を狙い、大学生との接点を作る事を目的に、燕市では2016年度から「つばめ産学協創スクエア」事業を開始し、事業実施団体として「公益社団法人つばめいと(以下、公社)」が、市内経営者2名とコーディネートスタッフ1名により設立された。
(公社)つばめいとは、人材確保に危機感を持つ市内企業100社から8,000万円の寄付金を集め、最大18名の学生が宿泊できる「つばめ産学協創スクエア」を2018年に開設するとともに、コーディネーターを常駐させ、大学、学生と市内企業のニーズ、課題をマッチングさせながらインターンシップの管理・運営を行い、年間150~200名の学生を県内外から受け入れている。
図6-4:学生によるインターンシップ報告会
【出典】(公社)つばめいと提供
燕地域の中小企業群を学びのフィールドとして、県内外から多くの大学生が地域企業での体験を行っているが、近年は地元の新潟大学工学部の学生を中心に、長期間のインターンシップを通じて、地域企業のアップデートやデジタル化の推進に資する取組も生まれ、大学・学生・企業・地域の連携も進んできている。
(参考1)新潟大学工学部工学科協創経営プログラムの実践例
(公社)つばめいとが運営・管理するインターンシップは、企業へ向いた一方通行の採用直結型ではなく、学生の成長にスタンスを置いた事業であり、学生受け入れの手間を、受入れ企業にとってのメリットに繋げるために、3者間の丁寧なコミュニケーションを重視している。
【2年生】短期の企業見学(2ヶ月で12社)
学生:自身の関心事の内省機会
企業:学生との出会いと繋がり
【3年生】企業に入り込み、課題に触れ、手を動かす
学生:体験からの能力・キャリア意識の向上
企業:学生の能力を活用し、課題へ着手
【4年生】企業での長期課題解決インターンシップ
学生:経営課題の発見・課題解決の実践
企業:学術的かつ新たな視点に基づく課題への着手
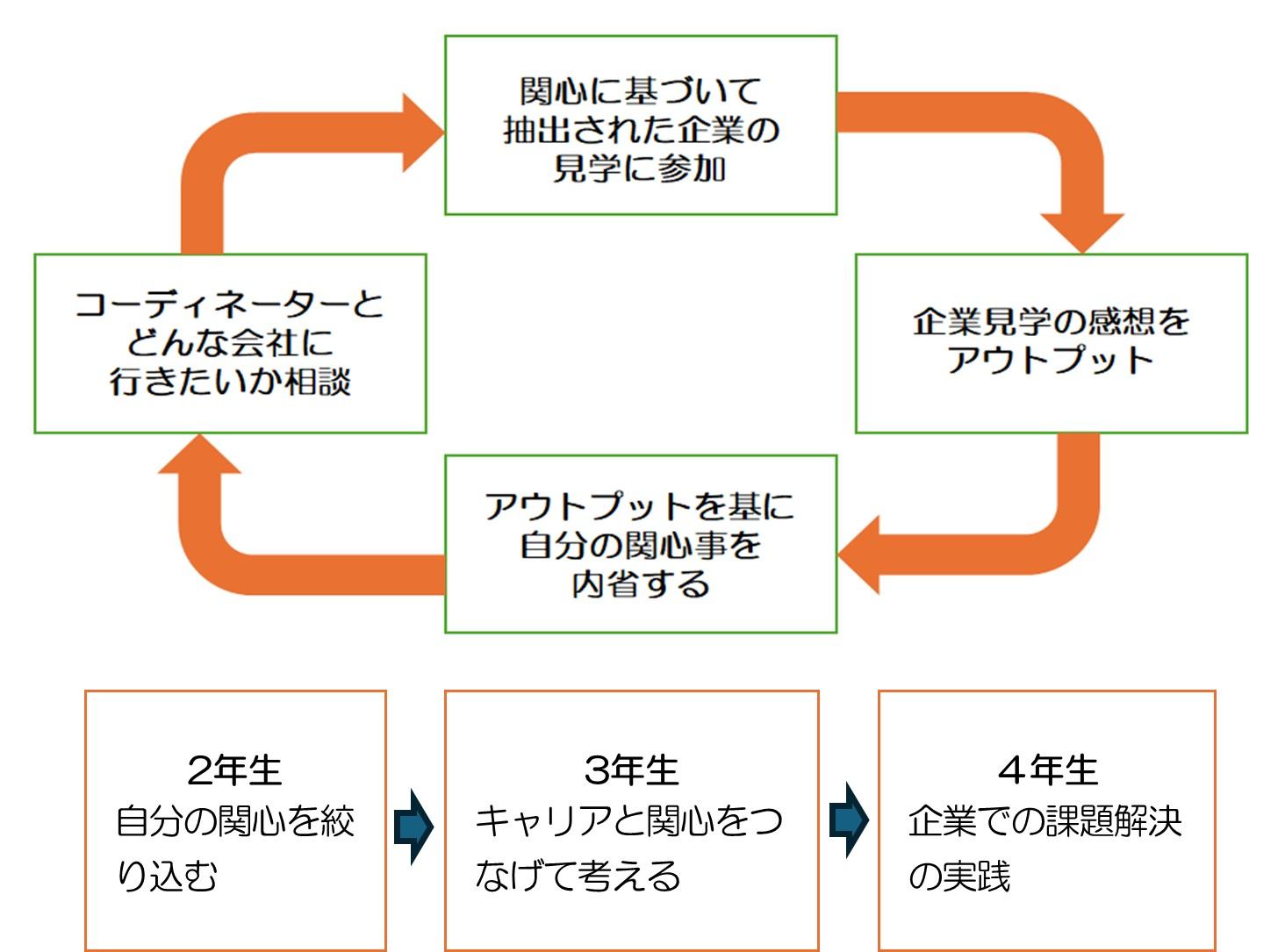
図6-5:(公社)つばめいとで行う新潟大学工学部工学科協創経営プログラムのインターンシップの流れ
【出典】(公社)つばめいと 提供
(参考2)(株)阿部工業におけるインターンシップの活用事例インタビュー
①求めたのは、現場を補充する「期間限定の特務部隊」
現場に入り込んで課題を拾い、検証作業を行う「実働リソース」の不足を補完するために、インターンシップを現場とシステムの隙間を埋める「DX推進のパートナー」と位置付けています。
②慣れの壁を突破する「染まっていない」という武器
現場での作業においては「業務ができるから問題は無い=100点」と思い込み、既存のやり方に疑問を持ち、「その先=120点」を求めづらく、この慣れの壁を突破するのは、「何色にも染まっていない」学生ならではの違和感であり、硬直化したフローに風穴を開ける武器と捉えます。
図6-6: 阿部工業におけるインターンシップ受入による気づき
【出典】(株)阿部工業より提供
③忖度のない提案が、改善の「実行」を加速させる
長年「仕方がない」と棚上げにしてきた課題を、学生の純粋な疑問や指摘によって掘り起こし、「案」のままで止まっていた改善を前に進めたり、思いもよらない改善をもたらしてくれます。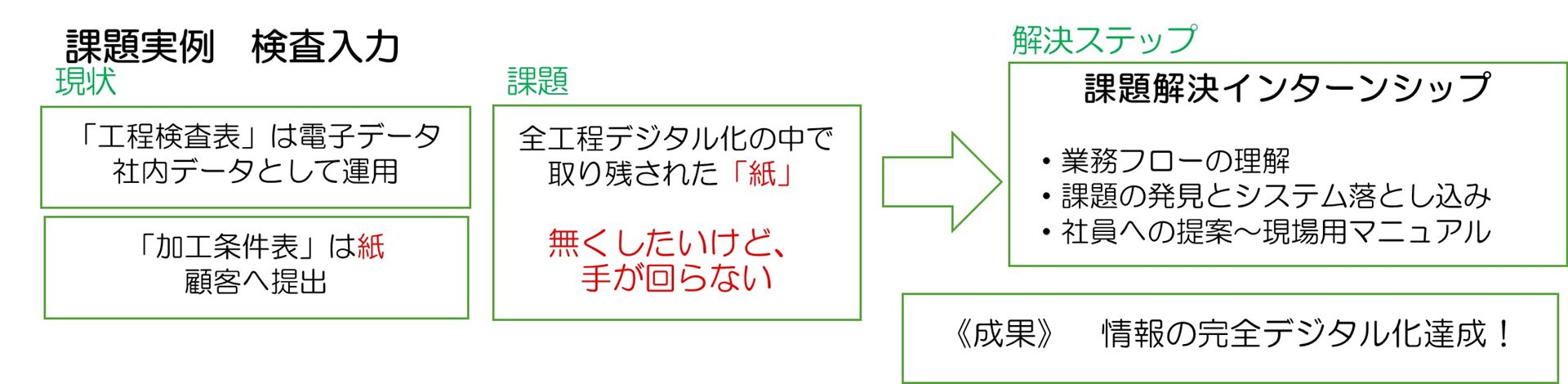
④学生からパートナーへ
学生にとっての「学ぶための場」と社員にとっての「生活を懸けた場」の違いを認識し、「仕事の重み」を肌で感じるという社会人の最初の一歩を踏み出します。その一例が、社員ヒアリングにおける事前アポイントで、相手の時間を奪う想像力を身に着けるために「いつなら話せますか?」との配慮であったり、終わった時の「お忙しい中ありがとうございました」という礼節も大事です。この一連の行動は社員側にも「単なる学生」ではなく、共に働く「仕事相手」として向き合う意識を芽生えさせ、互いにリスペクトし合う関係が生れた時に遠慮のない意見交換が始まり、改善という成果に向かっていきます。
⑤互いに熱を与え合う共育の現場
あるインターンシップ終了後の会食で、学生が涙を流しました。それは仕事を「自分事」として本気で挑んだ証拠です。その姿は鏡となり、慣れが生じていた社内に「仕事への誇り」を深く根付かせてくれました。学生には「働くリアリティ」を、企業には「新鮮な視点と再発見」を。インターンシップとは一方的な指導ではなく、互いに熱を与え合う「共育」の場と考えます。この熱の循環こそが、組織を内側から強くする、何よりの原動力となります。
6.6 複業人材の活用と地域での教育プログラム【地域の人事部@燕】
市内企業にとって業務効率化、デジタル化、高付加価値化の必要性が待ったなしで高まる中、「人への投資」を支援するとともに、地域内外から集まり出した若者の居場所としてのマチづくりを進めるため、2020年には(株)つばめいとを設立。(公益社団法人では営利事業ができないため)
2022年、燕市が関東経済産業局の「地域の人事部」実証モデル地域に採択され、関係機関との連携により「地域の人事部@燕」を運営している。
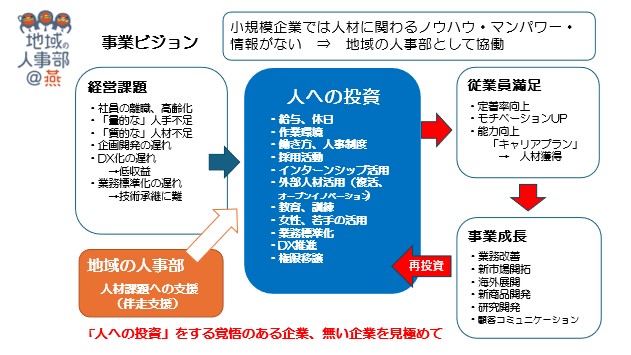
図6-7: 地域の人事部@燕 事業ビジョン
【出典】地域の人事部@燕 事務局 提供
運営メンバーは、企業の経営課題に最も近いポジションにある市内金融団を中心に組成
燕市・燕商工会議所工業部会・つばめ商工会工業部会・第四北越銀行市内支店・第四北越キャリアブリッジ・大光銀行市内支店・協栄信用組合市内支店・三条信用金庫市内支店・つばめいと
(1)複業人材マッチング
AI時代のデジタル化に取り組むには、各企業の課題や向かうべき方向性を言語化する能力が必要であることが、本フォーラムでも指摘された。しかしながら地方の中小企業においては、戦略を具現化できる能力に乏しい場合が多く、この点については、「複業人材」の活用も有効である。
地域の人事部@燕では、自社HP上での複業人材と地域企業のマッチングサイトを運営するとともに、多くの企業と連携して、戦略策定や課題の切り出しに長けた大企業社員や広報戦略や組織構築等に長けたフリーランス人材とのマッチングを行っている。
図6-8: 地域の人事部@燕 ロゴ・コンセプト
【出典】地域の人事部@燕 ホームページより
(参考)複業人材の活用事例:(株)新武 (金型製作)でのデジタル化
インタビュー「業務変革を推進する複数の眼」【出典】地域の人事部@燕 ホームページ
①複業人材と取組んだ理由は?
東京でITシステム系の仕事をしていた弟がUターン入社し、会社の変革を始めようとするタイミングでもあり、様々な面で「壁打ち」相手となる方が欲しかったので、複数の課題に複数の外部人材と取組んでいます。1人目はITによる効率化を得意とする会社員の方で、社内コミュニケーションを改善するために「Stock」の導入~運用を支援してもらいました。(4か月で一旦契約終了)

図6-9: (株)新武の工場
【出典】(株)新武より提供
②活動方法や時間は?
初めは皆さんそれぞれから現場を訪問していただき、その後は現地対面&オンラインミーティングを月1~2回のペースで進めており、初回訪問後の「一杯やりながら」から、我々に対するアツイ想いをぶつけていただき、とても勇気づけられながら進めることができています。
③どんな成果が生まれていますか?
我々にない視野と知見・経験をもっており、我々が「腹落ち」する話をしてくれるので、それによって私たち兄弟が会社課題を協議する際に、すり合わせしやすくなったことが一番嬉しかったことです。具体的な成果としては、「Stock」による社内情報共有が進んだと同時にITツールの有効性を確認でき、今は次のツールの運用に向かっています。
④今後の活動について
DX/IT推進については、一旦自走化していますが、困ったときには相談に乗っていただけることになっています。
(2)地域での教育プログラム【TEC Tsubame Education Center】
地域の人事部@燕では、市内企業に勤務する社員に向けたリスキリング講座を開催している。これは単に知識を得るためだけではなく、同じテーマについて学ぶことを通して地域の仲間づくりを狙う意味もある。
TEC講座として「プロダクトデザイン講座」「ヒット商品の生み出し方」「コピーライティング講座」「リーダーシップ研修」を開催し、研修費用は企業負担で時間も就業時間内の開催としている。
経営者は、金融機関や各種団体への参加により、新しい情報に接する機会を持っているが、経営層以外は現在の職務に関する技術的な研修が主であり、日々の業務に対して持つ不安や迷いを話し合うという機会が少ない。TEC講座参加者からは「同じ悩みを持っていることがわかって安心した」といった声が寄せられ、そこからLINEグループ等の仲間づくりが進んでいる例もある。
今後はデジタル化に向けた講座として、市内企業のデジタル化推進担当者を囲んだ講座や取組スタートのための相談会などが考えられる。
6.7 地域内連携のさらなる強化と課題
企業同士が近接している燕地域の利点として、経営者や社員間の交流を通じて互いの良い取り組みを共有できる体制の構築や整備が期待できるとの提案がなされた。
強い横連携を活かし、地域内の情報共有や行政、支援機関からの情報を拡散させる機能を持つ以下のプレイヤーに期待したい。
(1)地域経済産業界
①燕商工会議所 工業部会
燕商工会議所の中で、800事業所が加入する工業部会では、燕市役所や金融機関代表を含めて、月一回定例で10名程度の部会長・副部会長による会議が開催され、人材獲得やビジネスチャンスの創出といった地域製造業の課題について検討が行われ、各種事業を実施している。
工業部会では2010年に燕市品質管理制度「TSO」が創出され、これまでに80社の業務標準化と品質管理向上に寄与してきた。
②つばめ商工会
2024年、旧吉田商工会と旧分水商工会が統合し、「つばめ商工会」として活動。旧吉田商工会では、20年以上前のインターネット草創期である2004年に、異業種交流会が中心となり、インターネット上のポータルサイト「新潟朱鷺市」をスタート。デジタル営業というビジネスチャンスの創出と情報交換を目的として活動している。

図6-10: 新潟朱鷺市 ロゴ
【出典】つばめ商工会 ホームページより
③燕商工会議所 青年部
燕商工会議所青年部(燕YEG)は、様々な業種で活躍する45歳までの経営者や幹部候補者で構成される100名以上が所属している団体であり、その中でも約7割が製造業に従事している。
様々な事業を通して自己研鑽や信頼関係を築き、ビジネスに繋げていくことで豊かな郷土になるよう燕のまちを盛り上げている。幸いに燕地域では積極的な事業承継も進み、デジタルネイティブである30代経営者も活躍を始めていることから、今後の地域を引っ張るエンジンとして期待される。
④FACTARIUM
コロナ禍の2020年、市内の受託加工(B to B) 企業は唯一の営業手段であった各種展示会が中止となる中、HPの拡充などデジタルによる営業活動を始めた。
その中で、先進的な加工技術を持ち、品質管理状況にも優れた19社がまとまり、「燕市デジタル営業補助金」を活用して、合同のPRサイト《FACTARIUM》を立ち上げた。

図6-11:FACTARIUM ロゴ
【出典】(株)つばめいとより提供
サイトでは顧客との機密保持契約により、具体的な製品を紹介することが難しいため、経営者が事業に対する想い(フィロソフィー)を語る内容となっている。

図6-12:FACTARIUM フィロソフィー動画表紙
【出典】FACTARIUM ホームページ
2025年からはWEBだけではなく、各社が他社の営業支援を行えるように、新たな取組を開始するとともに、デジタルを始めとした最新技術情報を各社間で共有する取組が行われている。
⑤地域金融機関
県内地方銀行や信用金庫、信用組合では取引先に向けて、デジタル化を始めとした各種の経営セミナーを開催するとともに、《若手経営者や後継者を対象としたビジネススクール》を主催している。
金融機関内に地域企業のデジタル化推進を支援する部門を立ち上げ、取引先企業へのデジタル化提案や「DX認定」の取得支援等を積極的に進めている。
(2)地域内連携への課題と期待
人手不足や廃業等により生産基盤が揺らぎ始めた燕地域の製造業において、時代に即した新たな連携体制の構築が必要であろう。
昭和~平成にかけて構築された「作業の手を融通しあう」分業での連携から、革新が進むデジタル技術を活用した「データ連携」や「協働での人材育成」といった新時代の連携構築が、引き続きこの地域を「活力のある生産地」として発展させていくことを期待したい。
(3)IT企業が無い!?
新潟県におけるIT産業の振興とIT活用の普及を図るため、2001年に設立された「新潟県IT産業ネットワーク21」は、現在181の事業所が加盟しているが、三条・燕地域では1社のみである。
地域の情報産業協会として新潟市はもちろんの事、33事業所を数える上越地域では「NPO法人上越地域活性化機構と上越信用金庫」、18事業所を数える柏崎地域でも「柏崎IT・ソフトウェア産業協会と柏崎市DX推進ラボ」のような地元支援組織との連携した取組が生まれている。
デジタル技術を活用すべきユーザ―(事業所)は多く集積しているが、その技術を提供する事業者が少なく、組織化されていないこともデジタル化が進まない一因とも考えられる。
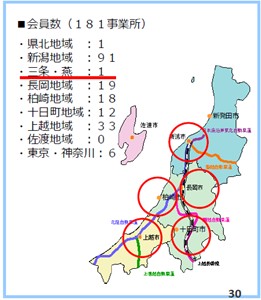
図6-13:新潟県IT産業ネットワーク21 新潟県内の地域ごとのIT事業所数
【出典】第4回 NICO 山田委員 説明資料より抜粋
6.8 燕地域のデジタル化アクションプラン
燕地域において、デジタルツール「導入の見える化」「活用の見える化」を図るプランを提示する。
【デジタル化へ踏み切る瞬間】~ある訪問先の事務所での雑談から~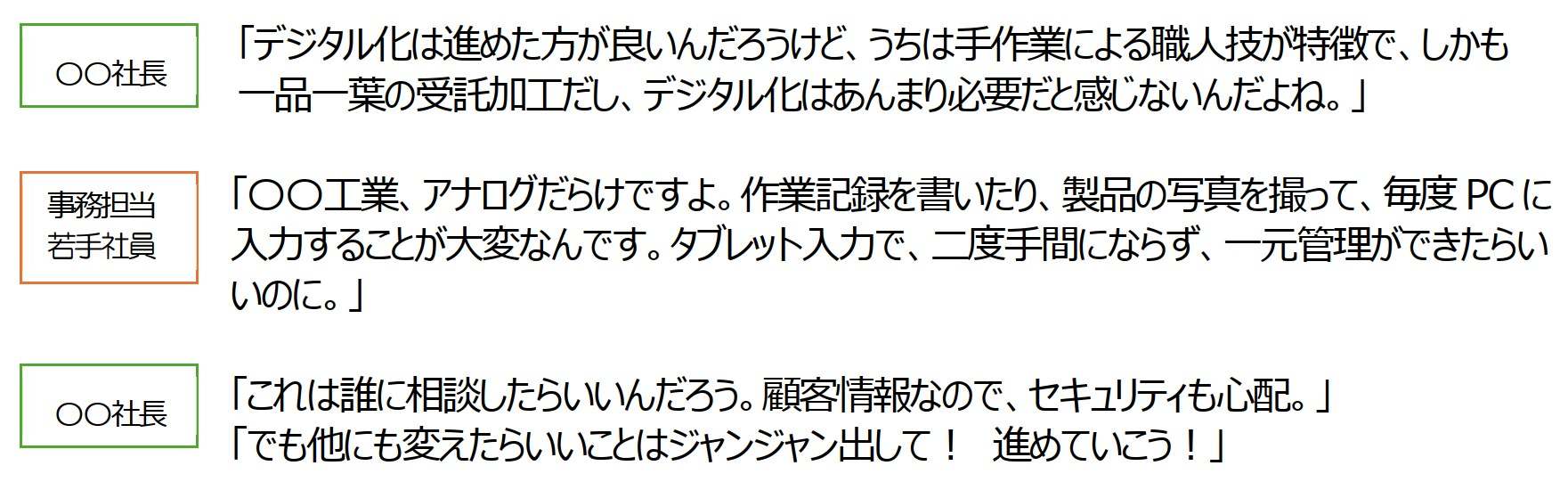
(1)アクションプラン1 【本フォーラム活動報告書の活用】
「あの会社がこんな事を!」と感じる事例や取組の始め方を記載した本報告書を各種団体や金融機関を通じて地域企業へ配布し、検討のキッカケを広める。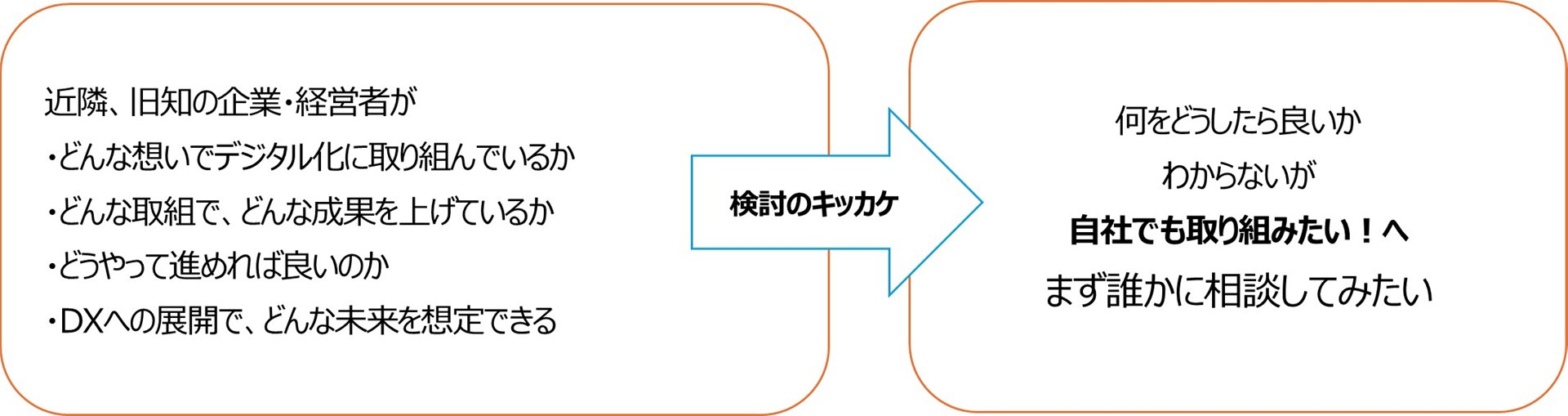
(2)アクションプラン2 【各段階に合わせたDXの相談窓口の開設】
地域に相談窓口のような担い手が常駐し、費用感を含めて助言でき、必要に応じて行政の支援機関やITベンダーにつなぎ、「かゆいところに手が届き、些細なことでも聞けば教えてもらえる」拠点の開設が望ましく、本フォーラム参加のIT企業、支援機関も参加・協力に意欲を示した。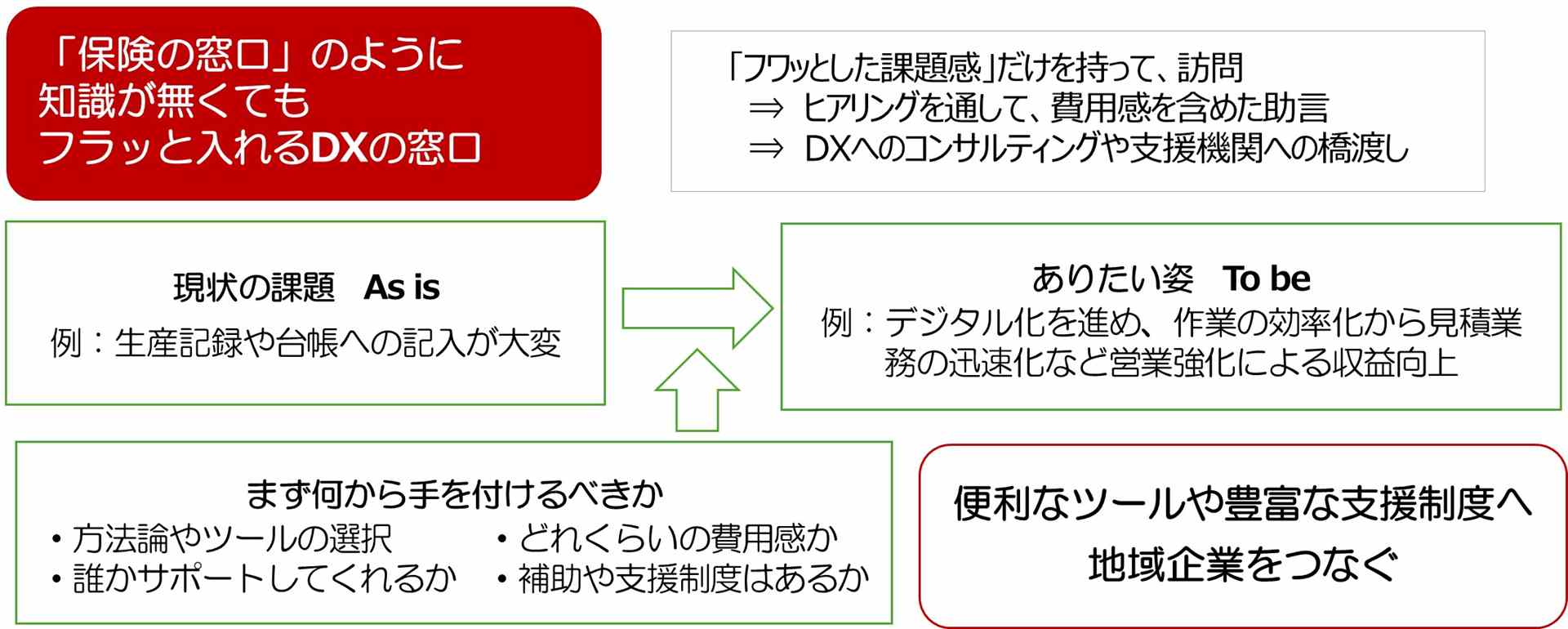
(3)アクションプラン3 【地域内のデジタル活用情報の共有】
個社でイチから知識をつけるより、地域全体で知識を共有することで、地域全体で見たときにデジタル人材が高度化しやすくなる可能性から以下のようなイベントを開催する。
‐ 社内のデジタル人材同士の交流会開催
‐ AI活用コンテスト
‐ 地域協働での最新デジタルツール勉強会(ITベンダー等を招き、情報交換してもらう)
(4)主要プレイヤーからの声
①燕商工会議所 細川会頭
数値化・分析・定常化といった手順を、一般の企業へどのように広げるかを改めて考える機会となった。今は大転換期であり、第一歩を踏み出すためにも、検討に資する事例集が必要である。特にコストを付した事例集が有効であり、その方向で進めたい。
②燕商工会議所 工業部会 本間部会長
今年度、DX・ロボット化に取り組む方針であるが、現状はこれから着手する段階である。出発点は、経営者が自社の未来をどう描くか、また自社の困り事は何かを明確にすることである。その上でDXを活用し、困り事をどう解決し、会社のレベルをどう上げるかがスタート地点である。
今後、正副工業部会長10名程度にヒアリングを行い、各社の困り事や将来像に対してどのような方法があるかを起点に始めたい。
③燕市DX推進ラボ2026年度計画
燕市DX推進ラボにおいて、DXにこれから取り組む事業者をターゲットとしたロードマップ・計画策定の支援及び、DXへの取組が進み始めている事業者を対象にしたハード面での支援を実施する予定でいる。
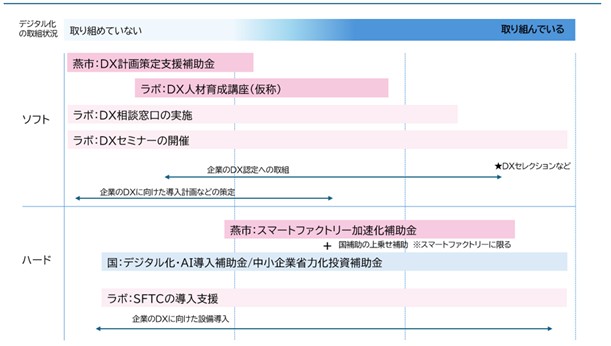
図6-14:燕市DX推進ラボ 2026年度計画
【出典】燕市DX推進ラボより提供
6.9 支援制度の紹介
(1)燕市
①DX計画策定支援補助金
市内中小企業の生産性向上・省力化促進を目的として、社内DXのロードマップ・計画策定等にかかるコンサルティング費用の一部を補助します。
‐ 補助対象経費 コンサルティング費用(内容はDXに限る)
‐ 補助率・上限額 対象経費の1/2以内、上限20万円
②スマートファクトリー加速化補助金
国のデジタル化・AI導入補助金(下記参照)もしくは中小企業省力化投資補助金の採択を受けた事業者で製造業等のスマートファクトリー化に資する内容の事業について、さらに費用の一部を上乗せ補助します。
‐ 補助対象者(以下のすべてを満たす事業者)
‐ 市内に事務所又は事業所を有し、1年以上、製造業、卸売業、運送業の事業を営む中小企業者
‐ 国のデジタル化・AI導入補助金又は中小企業省力化投資補助金の交付決定を受けた者
‐ つばめ子育て応援企業の認定を受けている者
‐ 補助対象経費
対象事業者の生産性向上に資するデジタル化導入費用で、国の補助金の交付対象となった経費
※補助対象経費額の算定にあたっては、国の補助金の交付額を控除
‐ 補助率・上限額
対象経費の1/2以内、限度額200万円
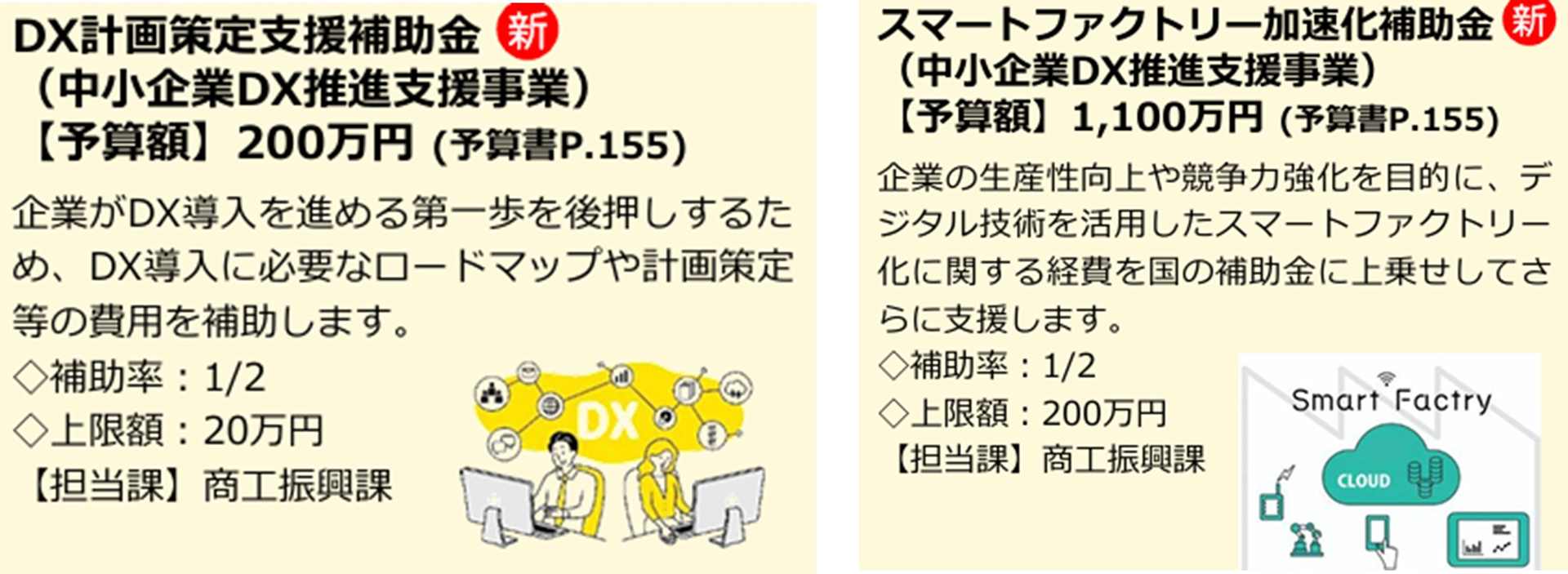
図6-15:燕市の企業のDXを推進する補助金
【出典】燕市 2026年度(令和8年度)当初予算のポイント
(2)国:デジタル化・AI導入補助金2026
①通常枠
‐ 生産性向上に資するITツール(ソフトウェア、サービス)の導入費用を支援
‐ クラウド利用料を最大2年分補助し、保守運用等の導入関連費用も支援
補助額:業務プロセス1~3ケ=5~150万円 4つ以上=150~450万円
補助率:1/2
②セキュリテイ対策推進枠
(独)情報処理推進機構IPAが公表する「サイバーセキュリティお助け隊サービスリスト」に掲載されているセキュリティサービスの利用料を支援(詳しくはポータルサイトを参照)
図6-16:デジタル化・AI導入補助金 2026
【出典】デジタル化・AI導入補助金 2026サイト
(3)NICO(にいがた産業創造機構)DX総合相談窓口
NICO内にDX総合相談窓口を設置し、DXコンシェルジュとNICO職員がデジタル化に関する相談に幅広く対応し、IT企業との橋渡しも行う。(県内の中小企業者が対象)
支援事例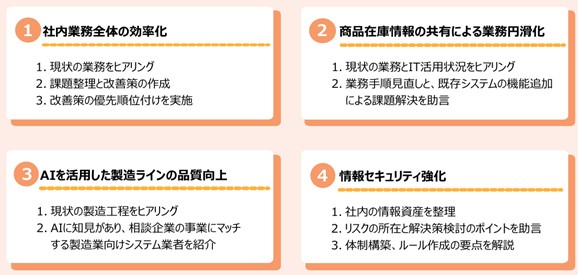
図6-17:DX総合相談窓口 支援事例
【出典】にいがた産業創造機構 DX総合相談窓口チラシより抜粋
相談の流れ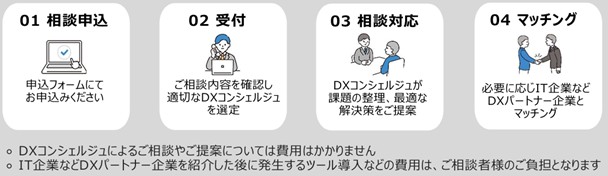
図6-18:DX総合相談窓口 相談の流れ
【出典】第4回 NICO 山田委員 説明資料より抜粋
(4)新潟県DX支援制度
①DX認定取得支援プログラム
DX及びDX認定について理解を深めるセミナー、ロードマップ及び申請書のたたき台の提供、個別面談等の支援により、DX認定取得企業を創出するプログラム。
②DX先進企業創出支援プログラム
集合型ワークショップや個別コンサルティング、委員会型伴走支援により、次年度の「DXセレクション」に応募できるモデル企業を創出するプログラム。
(5)IPA (独)情報処理推進機構が提供するDX人材育成とセキュリテイ対策
IPAでは「マナビDX」や「DSS(デジタルスキル標準)」といった人材育成の仕組みを公開しており、人材育成やデジタル化戦略構築の参考にしていただきたい。
実際にマルウェア等のインシデントに直面した際に何をすべきか、問合せ窓口や支援体制の整備事例もあるため、そうした支援の活用を勧める。
①マナビDX ~デジタル知識、スキルが身につく「学びの場」~
‐ 無料講座 デジタルリテラシーを身につけたい初心者向け講座
‐ 教育訓練給付金など受講料の補助が受けられる講座
②デジタルスキル標準(DSS)
DX推進における人材の重要性を踏まえ、個人の学習や企業の人材確保・育成の指針として、「DXリテラシー標準」と「DX推進スキル標準」を策定。
③デジタル事例データベース
デジタル技術を活用した様々な事例を紹介。取り組む企業の参考に。
④情報セキュリティ5か条「5分でできるセキュリティ自社診断」
自社がどの点でセキュリティ対策を講じるべきかを把握することが可能。
⑤サイバーセキュリティお助け隊サービス
図6-19:サイバーセキュリティお助け隊サービス
【出典】(独)情報処理推進機構 サイバーセキュリティお助け隊サービスサイト
(6)中小機構 ハンズオン支援(専門家派遣)(再掲)
経営課題の解決に取り組む中小企業・小規模事業者を対象に、豊富な経験と実績を持つ専門家を一定期間派遣し、アドバイスを実施。
DX支援例:業務フローの見直し、システム化構想の策定、基幹システムの構築、ITサービスの活用
図6-20:中小機構 ハンズオン支援ロゴ
【出典】中小企企業基盤整備機構
第7章 おわりに
冒頭に、本フォーラムでは、世間で生き残る又は世界に先駆けるという将来のビジョン達成に向けて、目の前に横たわる現実の課題を解決するために役立つという視点を念頭に置いた議論を心掛ける旨を記載した。デジタル化・DXは、まさにこうした課題を解決し、「稼ぐ力」を強化するための手段である。しかしながら、あくまで手段である以上、使い方次第では、稼ぐ力を与える魔法の杖とも、カネ食い虫の無用の長物ともなりかねないものでもある。
まず何よりも重要なことは、デジタル化・DXプロジェクトを開始する前に、自社の経営課題や現場の課題がどこにあるかを明らかにすることである。このため、第3章3.1で最初に、経営課題を抽出するステップとして、「現状の見える化(As is)」と「ありたい姿(To be)」を明確化することを提唱した。「現状の見える化(As is)」では、現象だけでなく原因仮設まで分析できると次のステップに進みやすい。「ありたい姿(To be)」では、デジタル化・DX導入後の達成状況を明らかにすることが重要である。デジタル化・DXが最適な解決手段とは限らないことに留意が必要である。課題の原因を見極めて、ツール導入よりも先に「運用の整理」による解決可能性も視野に入れることもあり得る。デジタル化・DXは「魔法の杖」ではないことを念頭に置いたアプローチが重要である。
この作業を行う上で、有益と思われるのは、第6章6.2で紹介した国の「DX認定制度」である。多くの企業が、DX認定を取得するためのプロセスが自社を見直す良い機会とか経営方針策定に寄与とかの高評価を与えている。取得支援の制度も多くの支援機関で整備されているので、是非活用してみることをお勧めしたい。これ以外にも、プロジェクト推進上有益と思われるものを、ここで紹介しておきたい。
‐ 「中堅・中小企業等向け『デジタルガバナンス・コード』実践の手引き2.1」
‐ 「中堅・中小企業等向け『デジタルガバナンス・コード』実践の手引き2.1」(要約版)
‐ 「工場システムにおけるサイバー・フィジカル・セキュリティ対策ガイドライン」のAppendix「工場セキュリティの重要性と始め方」(経済産業省)
本フォーラムの提言は、燕地域の企業のみならず、全国の地域と企業の参考になることを期待している。ここで紹介した燕地域の多くの取組は、「はじめに」で申し上げた「等身大」のものである。決して燕地域だから可能であったわけではない。「自社にも当てはまる」とか、「同じ課題を抱えている」とか、「途中であきらめた」とか共有できる感覚にあふれているのではないかと思われる。デジタル化・DXが困難な理由には、コストとか人材不足とかが挙げられる。技術の進歩や政府等の支援措置は、これらの言い訳が使える余地を相当減じているのではないだろうか。「知り合いのあの企業でもやっている。」「得意先のあの企業がITを使い出して稼いでいる。」という動機付けが、日本で多いとされる横並び意識により、世の中を良い方向に変えていくのではないかと考える。
とはいえ、本フォーラムで採り上げられた取組の多くは始められたばかりのものである。全国の地域と企業の参考となる「実践例」としてお示しできるためには、これらの取組を完成させそれぞれの企業の中で業務プロセスに実装させることが必要である。このため、「はじめに」でフォローアップの重要性を強調したように、これらの取組の進捗状況をフォローアップし、期待に応えられる「実践例」の提示に努めたい。